10.2.3 有延迟裂纹倾向的材料(如:12Cr2Mo1R)应当至少在焊接完成24h后进行无损检测,有再热裂纹倾向的材料(如:07MnNiVDR)应当在热处理后增加一次无损检测。(增加可以只做表面检测)
10.2.4标准抗拉强度下限值 Rm≥540Mpa 的低合金钢制容器,在耐压试验后,还应当对焊接接头进行表面无损检测。
10.3.1 全部(100%)射线或超声检测
凡符合下列条件之一的容器及受压元件,需采用设计文件规定的方法,对其A类和B类焊接接头,进行全部射线或超声检测。
a) 设计压力大于或等于1.6Mpa的第Ⅲ类容器。
b) 采用气压或气液组合耐压试验的容器。
c) 焊接接头系数取1.0的容器。
d) 使用后需要但是无法进行内部检验的容器。
e) 盛装毒性为极度或高度危害介质的容器。
f) 设计温度低于-40℃的或者焊接接头厚度大于25mm的低温容器。
g) 奥氏体型不锈钢、碳素钢、Q345R、Q370R及其配套锻件的焊接接头厚度大于30mm者。
h) 18MnMoNbR、13MnNiMoR、12MnNiVR及其配套锻件的焊接接头厚度大于20mm者。
i) 15CrMoR、14Cr1MoR、08Ni3DR、奥氏体-铁素体型不锈钢及其配套锻件的焊接接头厚度大于16mm着。
j) 铁素体型不锈钢、其它Cr-Mo低合金钢制容器。
k) 标准抗拉强度下限值 Rm≥540Mpa 的低合金钢制容器。
l) 图样规定须100%检测的容器。
注:上述容器中公称直径DN≥250mm的接管与接管对接接头、接管与高径法兰对接接头的检测要求与A类和B类焊接接头相同。
10.3.2 局部射线和超声检测
对低温容器的检测长度不得少于各焊接接头长度的50%,对非低温容器检测长度不得少于各焊接接头长度的20%,且均不得小于250mm。
下列a)~e)部位、焊缝交叉部位应100%检测,其中a)、b)、c)部位及焊缝交叉部位的长度可计入局部检测长度之内。
a)先拼板后成形凸形封头上的所有拼接接头
b)凡被补强圈、支座、垫板、内件等所覆盖的焊接接头
c)对于满足GB150.3-2011中6.1.3不另行补强的接管,自开孔中心、沿容器表面的最短长度等于开孔直径范围内的焊接接头。
d)嵌入式接管与圆筒或封头对接连接的焊接接头
e)承受外载荷的公称直径DN≥250mm的接管与接管对接接头、接管与高颈法兰的对接接头。
10.3.3 公称直径DN<250mm的接管与接管对接接头、接管与高径法兰对接接头的检测要求按设计文件规定。
10.5.1 标准抗拉强度下限值Rm≥540Mpa的低合金钢制容器的所有A类和B类焊接接头,若其焊接接头厚度大于20mm,还应采用10.1中所列的与原无损检测方法不同的检测方法另行进行局部检测,该检测应包括所有的焊缝交叉部位;同时,该类材料容器在耐压试验后,还应对焊接接头进行表面无损检测。
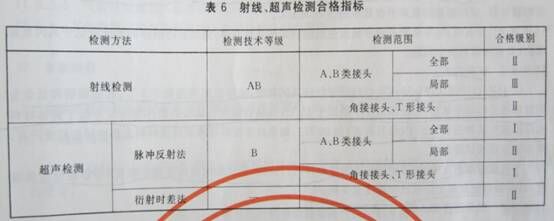
10.6.1 射线、超声检测的合格指标件表6
TSG R0004-2009
4.5.3.1 无损检测方法的选择
(1)压力容器的对接接头应当采用射线检测或者超声检测,超声检测包括衍射时差法超声检测(TOFD)、可记录的脉冲反射法超声检测和不可记录的脉冲反射法超声检测;当采用不可记录的脉冲反射法超声检测时,应当采用射线检测或者衍射时差法超声检测作为附加局部检测。
(2)有色金属制压力容器对接接头应当优先采用X射线检测。
(3)焊接接头的表面裂纹应当优先采用表面无损检测。
(4)铁磁性材料制压力容器焊接接头的表面检测应当优先采用磁粉检测。
4.5.3.2.2 全部射线检测或超声检测 (仅列与GB150不同之处)
(2)按照分析设计标准制造的压力容器
(5)标准抗拉强度下限值大于或者等于540Mpa的低合金钢制压力容器,厚度大于20mm时,其对接接头还应当采用本规程4.5.3.1第(1)项所规定的与原无损检测方法不同的检测方法进行局部检测,该局部检测应当包括所有的焊缝交叉部位。
GB12337-2014 p54

HG/T20584-2011
7.5.8 必要时,可按《承压设备无损检测》JB/T4730.3进行堆焊层及其结合面的超声检测。
11.1.2 需要进行气体耐压试验及材料标准规定的抗拉强度下限值大于或等于540Mpa的高强度钢或铬钼钢制压力容器,应对其C,D类焊缝进行超声检测。其合格标准应满足图样及GB150的相关要求。
HG/T20585-2011(低温压力容器)
8.7.1 低温压力容器的对接接头符合下列情况之一者,应经100%射线或超声检测:
1 盛装易爆介质的容器,且设计压力大于0.6MPa者
2 设计压力大于等于1.6MPa者
3 壳体板厚大于25mm者
4 钢材标准规定的最低抗拉强度Rm>540MPa或合金元素含量大于3%的低合金钢。
5 设计温度低于-40℃者。
8.7.5 无损检验方法和评定标准应符合下列要求
1 对接接头的射线检测按《承压设备无损检测》JB/T4730.2的规定进行。射线照相的质量应不低于AB级,焊缝质量不低于Ⅱ级为合格(100%检测及局部检测)
2 焊接接头的超声检测按《承压设备无损检测》JB/T4730.3的规定进行,无论100%检测及局部检测均应不低于Ⅰ级要求。
3 焊接接头的TOFD检测《承压设备无损检测》JB/T4730.10的规定进行,焊缝质量不低于Ⅱ级为合格(100%检测及局部检测)。
GB12337-2014附录E(低温球形储罐)p77
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




