摘要:开孔补强结构设计是压力容器设计中必不可少的一部分,安全、经济、合理的结构设计是使压力容器 安全使用的基本要求,同时对降低压力容器成本也有一定的影响。常规设计中最为常见的两种开孔补强型式—补强圈补强和整体补强,从补强元件结构尺寸的确定和设计中应注意的问题进行论述。
1 开孔补强的结构设计
开孔补强设计应遵循两个基本要求:
1) 要附加足够的金属来补偿由于开孔而引起 的强度削弱,一般是通过补强计算来保证的。
2) 增加的补强材料直接设置在开孔的邻近部 位上,但在剖面和外形上应作适当的处理,使其不 再引起额外的应力集中。
补强结构的设计就是围绕着这样的要求来进 行的。 在此重点介绍合理的补强结构设计方面应注意的问题。
GB150—1998《钢制压力容器 》第八章中规定 的开孔补强的结构设计有两种方法:补强圈补强, 整体补强。
1.1 补强圈补强
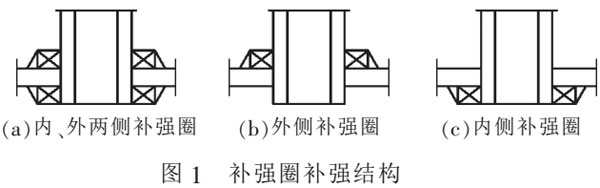
补强圈补强是在容器的壁上另外焊接一块补 强板来增加开孔处的承载面积, 由于承受应力的 金属面积增大了,所以开孔边缘处的应力峰值降 低。 补强圈的位置对最大应力值有较大的影响,实践已证明,在补强的有效范围内(B=2d)补以同样 截面尺寸的金属材料,采用不同的位置时,对应力 集中系数则有显著的影响。补强材料均匀地布置 在容器的内、外两侧,不会引起材料的不对称,从而避免产生附加弯矩和相应的弯曲应力,见图 1(a)。 但是,由于各容器所处的工艺条件不同,并不 总是可以采用内、外侧对称补强的。从制造和使用 的方便出发,最常用的补强形式是外侧补强,见图1(b)。 此时,其应力集中系数要比同样补强截面积 但均匀地在内外两侧对称补强的形式高出 20%左右[1]。而图 1(c)的内侧补强形式无论从制造工艺、 使用以及应力分布考虑则都是不希望采用的,其应力集中系数比起(a)、(b)两种补强都要高,且随 着容器壁厚的增加,高出的比例数更大。
补强圈补强要求补强圈与容器器壁之间应很好的焊接、且与器壁要紧密贴合,否则就起不了补 强的作用。 因而一般在补强圈上要求有一个检查焊接紧密性的M10mm小孔,供通压缩空气检查。 但是,即使再紧密的贴合补强圈与容器壁间仍然有间隙存在,此间隙造成一薄的静止空气层,因此传热效果差,容易产生附加的弯矩,使应力增大。另外,由于这种结构与容器和接管不是一个整体, 所以抗疲劳性能很差,与未开孔的容器相比,其抗 疲劳寿命约降低 30%左右,而整体补强的焊接接管的抗疲劳寿命只降低10%——15%左右[2]。近年来 大量的实际使用情况表明补强圈与器壁连接处的 搭接焊缝,不仅因此处容器形状发生突变,造成较高的局部应力,还由于焊接过程中容器壁对焊缝金属具有很大的约束作用,妨碍其冷却收缩,从而容易在焊根处出现焊接裂纹。特别是高强度钢淬 硬性大,对焊接裂纹比较敏感,更容易开裂。因此,必须采用预热及焊后热处理等措施,防止此焊接 裂纹的发生。鉴于上述原因,GB150、JB/T4736 对
补强圈的使用范围加以限制:
1) 容器设计压力小于 6.4 MPa;
2) 容器设计温度不大于 350℃;
3) 容器开孔处名义厚度 δn≤38 mm;
4) 容器壳体钢材标准抗拉强度下限值不低于540 MPa;
5) 补强圈厚度应不大于 1.5 倍壳体开孔处的名义厚度;
6) 不适用于承受疲劳载荷的容器;
7) 不推荐用于铬钼钢制造的容器;
8) 不推荐使用于盛装毒性为极度危害与高毒危害介质的容器。
1.2 整体补强
整体补强则不受上述条件的限制, 具有结构 简单、焊缝质量容易检验、补强效果好、适用范围 广、制造加工方便等优点,因此具有广泛的使用前 景。 GB150 也要求,若条件许可,推荐以厚壁管代 替补强圈进行补强。
整体补强包括增加壳体厚度、 或用全焊透结 构型式将厚壁管或整体补强锻件与壳体相焊。
整体补强一般采用厚壁管形式,厚壁管的材 料应根据设备的操作条件和介质特性来选取,一般应选择与壳体材料相同类别和强度等级的材 料,GB150 规定:壳体开孔所需补强面积:A= dδ+2δ(δnt——C)(1——fr) 接管的有效补强面积(与壳体内平齐的接管):A2=2h1(δet——δt)fr式中:fr—为强度削弱系数, 等于设计温度下接管 材料与壳体材料许用应力之比值。 当该比值大于1.0 时,取 fr=1.0[3]。
d—开孔直径,mm;
δ—壳体开孔处的计算厚度,mm; δnt—接管名义厚度,mm;
C— 厚度附加量,mm;
h1—接管外侧有效补强高度,mm; δet—接管有效厚度,mm;
δt—接管计算厚度,mm。
比壳体材料等级高的材料, 对补强效果没有什么 影响。 若选择接管强度等级小于壳体材料强度等 级的材料, 则补强面积需按壳体材料与补强材料 许用应力之比增加。 所以补强材料最好与壳体材 料相同。
厚壁管应选用无缝钢管, 也可用锻件加工制 造。 当设计压力较小,同时满足补强要求所需的壁 厚不大时, 通常可选用无缝钢管。 当设计压力较 高,同时满足补强要求所需的壁厚较大时,则选用 整体补强锻件加工制造。
2 整体补强锻件结构尺寸的确定
以常用的内平齐式来论述。
2.1 接管内径d的确定
接管内径应根据与其相焊的法兰或接管的内 径来确定。 先按接管小端外径与相应法兰的焊端 外径相同的原则, 按设计条件计算出小端的壁厚 S1,确定小端的名义厚度,最后确定出接管和法兰 的内径。
2.2 接管小端厚度S1的确定
接管小端厚度经强度计算的值加上厚度附加 量并向上圆整而得。 同时应考虑与之相焊接的法兰和接管的内径相匹配。
2.3 接管小端长度h3的确定
接管小端长度h3≥1.5S1,但不能太长。 太长既浪费材料,又增加机加工量,经济上也不合理。
2.4 过渡段长度h2的确定
接管小端与接管大端的过渡,由于截面的突 变要产生应力集中,为了减少应力集中,因此对过渡段有2种要求:①h2取大小端厚度差的3倍;②由于其他需要可适当缩短,但不宜小于大、小端厚度差的1倍。太长也没有必要,既浪费材料,又增加机加工量,经济上也不合理。
2.5 接管实际外伸高度h1的确定
外伸高度 h1 应根据标准计算出的 h1 高度来 确定。 工程上常取实际外伸高度 h1=SW6 软件计算 出的 h1 高度+(10——20) mm。
2.6 锻制厚壁接管 r1、r2、r3 的确定
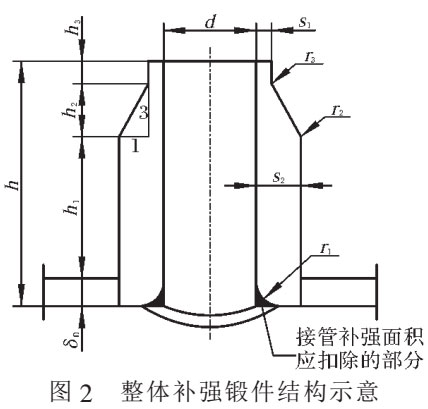
实践证明,在开孔接管处,其最大应力点位于 接管内侧拐角和外侧拐角处。 为了减少此处的应 力集中, 可在接管内侧用 25%——50%的容器壁厚,外侧用同样的半径作过渡圆弧[1]。 接管内侧圆角 r1的大小不一样,其应力大小也不一样。 当圆角 r1 半径较大时,容器和接管连接间的过渡比较平坦,可大大减少连接处的弯曲效应,使此处应力下降。 但若大端厚度太大,圆角半径也较大,会使连接处金 属不足,造成补强面积的不足,从而起不到补强金 属的作用(见图 2 阴影部分)。 若半径太小,则容器 和接管连接处的过渡为突变过程, 使此处的弯曲 效应未得到充分的改善。 此处的半径由于各种原 因所取的值也不尽相同,一般的规定如下(接管插 入端与壳体内壁齐平的接管):
JB4732—1995 规定, 接管内半径 r1≥圆筒或 封头名义厚度的 1 / 4,且不大于 20 mm。
GB150—1998 规定, 在下列使用条件下接管 内径拐角处应倒圆,圆角半径 r1 一般取 δnt / 4 或 19 mm 两者中的较小值(δnt 为接管大端名义厚度)。
承受疲劳载荷的压力容器、低温压力容器、钢 材的标准抗拉强度下限大于 540 MPa 的容器,最小的圆角半径 Rmin≥3 mm。 高压容器的圆角半径 5 mm≤r1≤20 mm。 圆角半径 r2 的取值应同 r1。 圆角 半径 r3 的取值可按与之相焊的对焊法兰颈部处的 圆角尺寸选取。
锻制厚壁接管 r1、r2、r3 的取值应结合实际工程 按上述要求进行取舍, 不失为一种较为合理的结构设计。
2.7 接管大端(与壳体相焊端)厚度S2的确定
根据设计条件,按GB150—1998要求进行补强计算,在满足开孔补强要求厚度的前提下,适当向上圆整(大于实际补强面积的15%——20%)取值。
3 设计中应当注意的问题
1)接管大端厚度一般不超过壳体厚度的1.5倍,最大不超过壳体厚度的2倍。这是因为接管越 厚其刚度就越大,对容易产生冷裂纹的材料来说 是不利的。另外,接管与壳体连接的厚度差越大,两者的刚度差就越大,当设备受压时接管与壳体 连接部位的变形协调就越差,所产生的局部应力就会越大,这种结构对设备的受力是非常不利的。但是开孔补强设计中,有时为了满足补强面积的要球,经计算接管厚度可能超过 2 倍的壳体厚度,这种情况下解决的方法有:
①接管伸入壳体内部(工艺条件允许的情况下)可大大减小接管的大端 厚度;
②增加开孔处局部壳体的厚度,以达到减小 接管厚度,降低接管厚度与壳体厚度之比值。
2)开孔补强结构设计中另一个容易忽略的问 题, 就是当换热器管箱的开孔需要进行补强计算 时,有时因管箱长度不够,不能满足有效补强范围 的要求,同时又受工艺条件的限制,不能随意地增 加管箱的长度,这时虽然设计了补强圈,但补强效 果可能不能满足补强要求, 此问题在工程设计中 应特别予以重视。
4 结束语
以上论述了常规压力容器设计中最常用的两 种开孔补强形式,其他的补强形式还较多,不论是 采取哪种补强形式,都应做到:①补强面积处于有 效的范围内; ②补强材料不宜太多以免造成不必 要的浪费;③尖角处或过渡连接部位应圆滑过渡;
④制造加工成本力求最低。 因此, 应根据具体条 件,结合上述几个方面的问题进行设计,以求达到 经济、高效补强,结构合理的目的。
参考文献
1、丁伯民. 钢制压力容器—设计、制造与检验. 上海:华东化工学院出版社,1993
2、王 非,林 英. 化工设备设计全书—化工容器. 北京:化学工业出版社,2004
3、全国压力容器标准化技术委员会. GB150—1998. 钢制压力容器









