由于各种工艺和结构的要求,不可避免地要在压力容器上开孔并安装接管,如图1所示。例如,物料进口、出口,测量和控制点(压力表、测温口)、视镜、液面计、人孔和手孔等。开孔后,除了削弱器壁的强度外,在壳体和接管的连接处,因结构的连续性被破坏,会产生应力集中,其峰值应力通常达到容器壁中薄膜应力的数倍。较高的局部应力,加上接管上有时还有其他的外载荷所产生的应力,热应力及容器材质和开孔结构在制造过程中造成的缺陷。于是,开孔附近会导致疲劳破坏和脆性裂纹,给容器的安全操作带来隐患,因此压力容器设计必须充分考虑开孔的补强问题[1][2]。
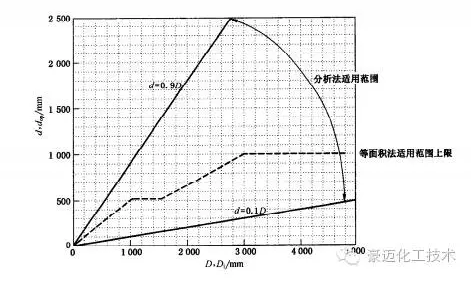
图1 压力容器开孔
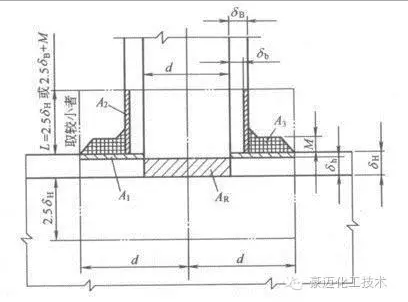
图2 等面积法有效补强面积示意图
首先,两种方法的适用位置有所差别。等面积法适用于压力作用下壳体和平封头上的圆形、椭圆形或长圆形开孔[3],包括内压容器和外压容器;分析法只适用于内压作用下具有径向接管圆筒的开孔补强设计[3],不适用于非径向开孔、平封头上的开孔及外压容器开孔。从这点来说,等面积法的适用范围更广些。
其次,圆筒开孔率不同,具体如图3所示,GB150[3]中规定,等面积法的适用范围为:当圆筒直径Di≤1500mm,开孔最大直径dop≤Di/2,且dop≤520mm;当圆筒内径Di>1500mm时,开孔最大直径dop≤Di/3,且dop≤1000mm。分析法适用的开孔率≤0.9 。由此可知,单纯从开孔率上比较,应力分析法较等面积法有了较大的提高,能解决更多的工程壳体开孔问题。
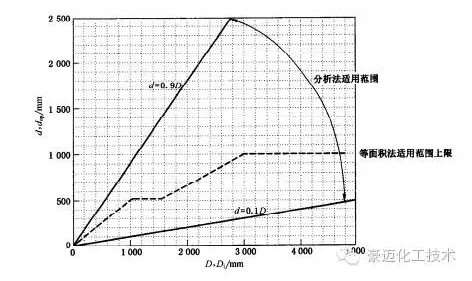
图3 圆筒开孔补强分析法与等面积法适用范围
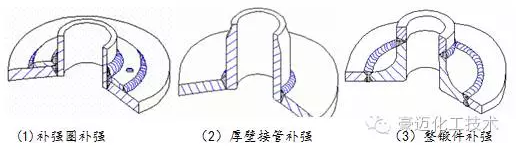
图4 三种开孔补强结构示意图
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




