摘要:针对氧化铝陶瓷在焊接过程中焊接温度高,与钎料润湿性差,焊接残余应力大等问题,本文提出采用Sn基钎料,并在钎料中添加少量的Al元素,使之在超声波的作用下实现金属/陶瓷界面的活化反应,从而实现大气环境下的低温焊接。文中对接头界面反应,焊缝组织以及力学性能进行了探讨,研究了不同的超声作用时长对界面结构以及力学性能的影响。采用先热浸后焊接的工艺,分别在270℃和170℃以SnAgCuAl和SnBiAl钎料连接95%氧化铝陶瓷,得到的接头最高强度分别为41MPa和37MPa。在超声作用下,母材与钎料界面发生反应生成纳米氧化铝颗粒残留在母材表面,随超声作用时长的增加,界面反应产物增多,强度提高。
一、前言
氧化铝陶瓷材料因具有高的硬度、强度、耐磨性、耐高温性和耐腐蚀性等优良的特点,是一种 力学性能和热电性能都十分优异的陶瓷材料。但氧化铝陶瓷但氧化铝陶瓷材料较脆,加工性能也较 差,这在一定程度上制约了这一材料的应用[1][2]。,在制造含有氧化铝的复杂结构或者大尺寸构件时, 往往必须要使用一定的连接技术,例如连接、粘接等。
因为氧化铝陶瓷有介电常数小,电阻率高,机械强度高等特点,它在电子技术领域中发挥着重 要的作用。在微电子行业中,氧化铝陶瓷广泛地应用于厚膜,薄膜电路基片,电路密封材料,多芯 片器件的多层板结构等。在组装这些配件的过程中,目前常用的方法主要是粘接。由于高分子粘接 材料往往耐久性较差,工业界非常期盼能够用金属材料焊接氧化铝陶瓷来代替粘接。但是由于陶瓷 材料与金属之间的润湿和结合往往非常差,氧化铝陶瓷的焊接通常难以进行。使用 Ag‐Cu 钎料在高 温下(800C 以上)以 Ti 元素为活性元素可以有效促进金属与氧化铝之间的连接[3‐7],但是这一反应 在低温下难以进行。而电子器件的焊接往往要求在较低温度下进行。氧化铝陶瓷的低温钎焊往往是 通过间接钎焊实现的。首先将待焊的陶瓷进行金属化,使之形成易于与焊缝金属连接的金属镀膜。 目前较为常见的金属化方法主要有 Mo‐Mn 法、物理气相沉积法(PVD),化学气相沉积法(CVD)等[8‐10]。 但是这些方法往往可靠性不高,而且加工精度难以保证。针对这些问题,本文使用 Sn‐Ag‐Cu‐Al 和 Sn‐Bi‐Al 两种低温钎料,利用超声辅助焊接的方法促进陶瓷/金属界面的反应和结合,从而实现了在 大气条件下的氧化铝陶瓷低温连接。
二、实验材料和方法
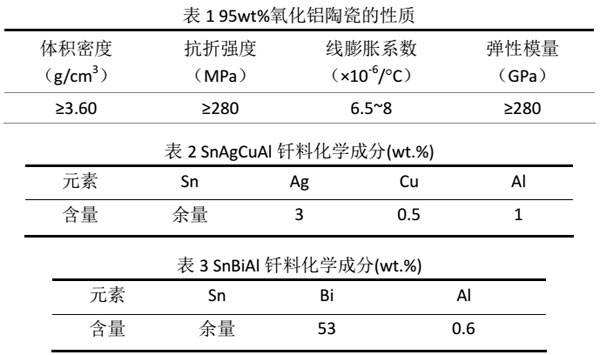
本实验所涉及的材料主要有:1010x5mm3 的 95wt%Al2O3陶瓷,表面经抛光处理,其主要的物 理和力学性能如表 1 所示。SnAgCuAl 和 SiBiAl 钎料均采用市售的纯金属自行配置,其成分分别如表 2和表 3 所示。SnAgCuAl 合金的熔点为 240℃,SnBiAl 合金的熔点约为 140℃。
焊接过程分为两步:超声涂覆和超声钎焊。在超声涂覆的过程中,将氧化铝陶瓷浸没在钎料池 中,钎料池底部以 20KHz 的超声频率进行振动。在超声空化效应的作用下,液态金属的氧化膜被破 除,陶瓷/金属界面形成润湿和结合。在超声涂覆之后,将两块涂覆好的陶瓷相对放置,然后将超声 施加在其中一块上,从而破除两块陶瓷之间的金属氧化膜,形成焊接接头。以上过程均在钎料合金 熔点以上约 30C 的条件下进行。焊接完成后试件随炉冷却。实验材料均在丙酮中经过超声清洗。
为了考察焊缝的组织结构,使用陶瓷切割机切割焊缝截面,并经过金刚石磨盘和金刚石抛光剂 的抛光后,使用扫描电子显微镜(SEM)进行观察。为了考察在热浸过程中的陶瓷/金属界面反应, 对超声热浸后的陶瓷表面进行分析时,首先用酸液将母材表面的金属去除,露出界面反应后的母材 表面。由于陶瓷材料本身不导电,在进行 SEM 观察钱采用离子溅射的方法在母材表面镀一层金膜。 同时使用扫描电镜配备的 EDS 对显微组织的成分进行测定。对超声辅助钎焊得到的陶瓷接头采用的 是压剪试验进行力学性能分析。试验中压杆的下压速度为 1mm/min,通过断裂时的压力以及接头面 积即可得出接头的压剪强度。
三、实验结果和讨论
图1是抛光后的陶瓷表面照片。不论是在低倍还是在高倍下观察,未涂覆的表面都是比较光滑的。 在高倍显微镜下,陶瓷表面存在着一些划痕,这是抛光过程中留下的痕迹。
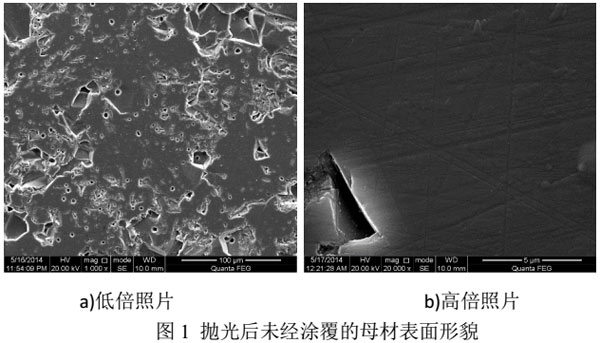
图2 是抛光后的陶瓷表在 SnAgCuAl 合金中超声涂覆 50s 后的表面。在低倍下观察即可发现表面形成 了一些颗粒状的突起。与未涂覆的表面相比,母材表面明显粗糙化。进一步在高倍下观察可以发现 这些突起是由无数的纳米颗粒组成的。对这些纳米颗粒进行 EDX 能谱分析,发现其成分与氧化铝母 材基本接近。因此可以推断,在超声涂覆的过程中,氧化铝表面形成了新的纳米氧化铝薄膜。这一 薄膜的存在可能对陶瓷/金属的界面结合产生有益的影响。使用 SnBiAl 钎料合金热浸氧化铝陶瓷所得到的界面反应与 SnAgCuAl 合金相似。

图3 为 SnAgCuAl 合金超声钎焊氧化陶瓷接头截面形貌。钎料与氧化铝母材结合较好,界面比较 平直,没有明显的裂纹或未焊合等缺陷。从图 3 b 可以看到钎料部分整体颜色比母材浅,焊缝中可观察到灰色方形合金相Ⅰ,对焊缝中单侧某一区域进一步放大观察,得到图 3 c,图中左侧为 SnAgCuAl 钎料,右侧为 Al2O3 母材,在图中可观察到存在一些灰色斑点区域Ⅱ。这些斑块都是合金中的金属间 化合物。在焊缝中的界面处,均没有观察到明显的反应层的存在。可见陶瓷/金属之间的反应主要是 纳米氧化铝沉积层。使用 SnBiAl 钎料合金热浸氧化铝陶瓷所得到的界面反应与 SnAgCuAl 合金相似。

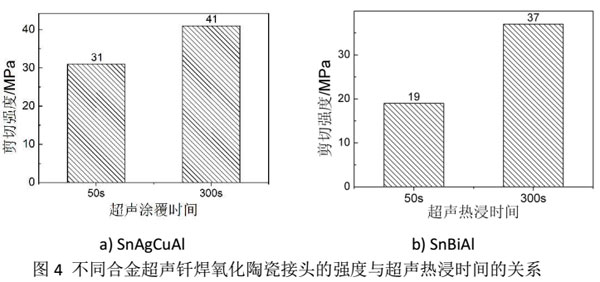
图4 a 为 SnAgCuAl 合金超声钎焊氧化陶瓷接头的强度结果。在超声涂覆时间为 50s 的条件下, 接头的剪切强度达到 31MPa,超声涂覆 300s 的条件下,接头强度为 41MPa。可见随着超声时间的延 长,界面反应变得更加充分,接头强度提高。图 4 b 为 SnBiAl 合金超声钎焊氧化陶瓷接头的强度结果。在超声涂覆时间为 50s 的条件下,接头的剪切强度达到 19MPa,超声涂覆 300s 的条件下,接头 强度为 37MPa。强度与超声时间的关系都是相似的。对比不同温度下的结果可以发现,在熔点较高 的合金焊接得到的接头强度较高。着可能是因为在较高的温度下界面反应更加充分造成的。
四、结论
在 270℃ 下,以 SnAgCuAl 为钎料,采用振幅为 5μm 的超声先热浸后焊接的工艺实现了 95wt.%Al2O3 陶瓷的连接,钎料与母材结合良好,接头最高强度 41MPa,实现了 Al2O3 陶瓷较低温度 下的连接。在 170℃下,以 SnBiAl 为钎料,采用振幅为 5μm 的超声先热浸后焊接的工艺,实现了 95wt.%Al2O3 陶瓷的连接,接头的最高强度可达 37MPa,实现了更低温度下的连接。在超声作用下, 钎料中的 Al 元素成分与溶解在钎料中的 O 发生反应,在 Al2O3 陶瓷母材表面生成 Al2O3,并且随着超 声作用时间的增大,反应变得更加充分,接头强度提高。
参考文献
[1]曲远方. 现代陶瓷材料及技术[M]. 上海: 华东理工大学出版社, 2008: 452‐457.
[2]张玉龙, 马建平. 实用陶瓷材料手册[M]. 北京: 化学工业出版社, 2006: 318‐352.
[3]陈登权. 陶瓷/金属钎焊用钎料及其钎焊工艺进展[J]. 贵金属, 2001, 22(1): 53‐56.
[4]Fang H Y, Yang J G, Yu X Y. Microstructure of the Al2O3/Al2O3 Joint Brazed with Cu‐Zn‐Ti Filler metal[J]. Journal of Materials Science & Technology, 2001, 17: S186‐S188.
[5]Kozlova O, Braccini M, Voytovych R, et al. Brazing Copper to Alumina Using Reactive Cu‐Ag‐Ti Alloys[J]. Acta Materialia, 2010, 58(4): 1252‐1260.
[6]Jasim K M, Hashim F A, Yousif R H, et al. Actively Brazed Alumina to Alumina Joints Using CuTi, CuZr and Eutectic AgCuTi Filler Alloys[J]. Ceramics International, 2010, 36(8): 2287‐2295.
[7]李淳. Al2O3 陶瓷的自身晶须连接及其与TC4 钛合金的钎焊研究[D], 哈尔滨: 哈尔滨工业大学硕 士学位论文. 2013: 32‐62.
[8]张巨先, 高陇桥. 95%Al2O3 陶瓷 Mo‐Mn 金属化层烧结机理研究[J]. 真空电子技术, 2007, 4: 6‐9.
[9]唐华生. 精密陶瓷 PVD、CVD 涂层技术的发展与应用[J]. 稀有金属与硬质合金, 1991 (2): 46‐50.
[10]李朋. 陶瓷、玻璃表面金属化及其性能研究[D]. 武汉: 机械研究科学总院硕士学位论文. 2009: 14‐25.