摘要:本文针对现场大径厚壁管焊接中经常遇到的磁偏吹现象的产生原因进行简要分析。同时,提出了针对性的防止磁偏吹现象的方法。通过在现场施工中的实际应用,证明这几种方法可以有效的克服磁偏吹现象对焊接作业的影响,为后续同类问题提供了借鉴。
1、引言
大径壁厚圆管对接焊、节点板与圆管的装配焊广泛应用于振华重工自用 5000T 吨浮吊制作过程 中。但是,在现场生产制作中经常会出现磁偏吹现象。磁偏吹是指当电弧周围磁场不均匀或电弧附 近存在强铁磁体时,都使电弧中心偏离电极轴线的现象[1]。磁偏吹现象主要表现为:焊接电弧偏向 一侧金属,严重时甚至无法正常施焊[1]。在生产过程中磁偏吹容易导致电弧燃烧不稳定、熔滴过渡 不规则、焊缝成型不规则,咬边、根部未融合、未焊透等不良缺陷[2]。为此,本文针对现场制作过 程中存在的问题,详细阐述了磁偏吹产生机理,提出有效的解决方案,指导并解决现场磁偏吹问题。
2、磁偏吹产生的机理
焊接电弧本质上是具有一定电离度的柔性气体,宏观上呈中性,但微观上是由阳离子及电子的带电粒子、原子及分子的中性粒子构成,其中阳离子及电子沿一定方向运动形成电流,在电弧周围产生磁场。因此,如果某种原因使得自身产生磁场均匀性分布遭到破坏,则电弧由于受力不均匀将偏离焊条(丝)的轴线方向,即产生了磁偏吹现象。
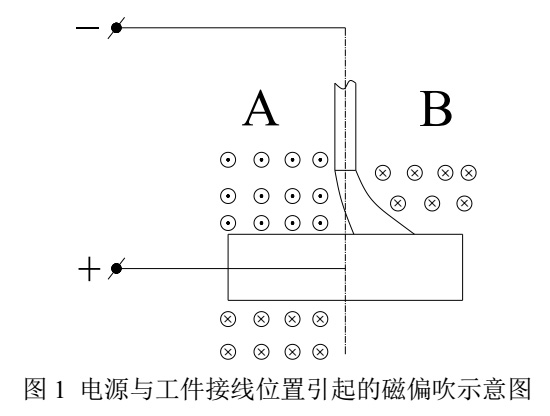
磁偏吹产生的原因主要有以下三方面:(1)焊接电源与工件连接位置引起的磁偏吹。焊接时,不仅通过焊条(丝)和电弧的电流产生磁场,通过工件的电流也产生磁场。当焊接电源线连接在工件一侧时,焊接电流只从工件的一侧流过,这样通过焊条(丝)和电弧的电流产生的磁场与通过工件的电流产生的磁场在电弧一侧磁场叠加,增大了该侧的磁力线密度,使得电弧周围磁力线密度分布不均匀。图1是电源与工件接线位置引起的磁偏吹示意图,图中工件接正极,焊丝接负极。根据右手螺旋定则可知电流通过时产生磁场,且A侧磁力线密度大,产生电弧推力,指向磁力线密度小的B区,电弧偏离焊条(丝)的轴向,产生磁偏吹[1]。
(2)剩磁场导致磁偏。金属熔炼或钢管构件的工艺制作过程,钢管采用电磁起重机进行装卸 搬运,钢管使用磁化的方式进行无损探伤或钢管采用车床切削或打磨机、钢丝刷对坡口进行清 理等都能使构件产生剩磁。剩磁场与电弧产生磁场叠加,改变电弧自身磁场磁力线分布的均匀性,使得电弧向磁场较弱的一方偏离,产生磁偏吹。
(3)电弧周围铁磁性材料分布不对称引起磁偏吹。靠近电弧一侧有良性导磁材质(钢板等)时,磁力线将力求走磁阻小的通路,使得较多磁力线集中在良性导磁体中,磁力线密度显著降低,破坏了空间磁力线分布的均匀性,电弧受磁力线影响偏向良导磁体的一侧,产生磁偏吹, 如图2所示。靠近电弧一侧的钢板越大或两者距离越近,钢板侧磁力线密度越小,电弧的磁偏 吹就越厉害[1]。
3、防止磁偏吹的方法
在以上磁偏吹产生机理分析基础上,查阅相关文献,提出以下几种方法防止磁偏吹的产生。
(1)改变焊接电缆地线与工件的连接位置
适当改变被焊工件与地线的连接位置。由上原因分析可得,地线位置改变,会导致电弧周围磁力线分布发生变化,电弧产生磁偏吹。为此,焊接时在工件上选择合适位置与地线连接,对于长 的和大的工件,可采用两端连接地线的方法,保证电弧周围磁力线分布对称,避免磁偏吹现象产生。
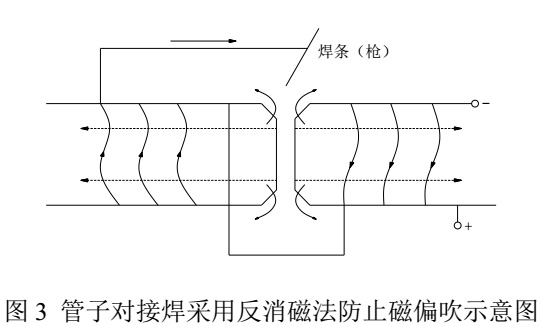
(2)反消磁法
采用反消磁法克服磁偏吹,即通过在焊接接头处产生与构件剩磁相反的磁场的方法来抵消焊
接接头处的剩磁。具体措施为将焊接电缆线绕在接头两侧,焊接时,电流通过电缆线产生磁场感应, 抵消剩磁,减少磁偏吹,如图 3 所示。另外,反消磁焊接的效果可通过以下两种方法进行调整。首先,可以通过保持焊接电流不变,调节缠绕的电缆线匝数,调节感应磁场强度的大小,使其与剩磁强大小相等方向相反。其次,在保持缠绕电缆线匝数不变,在焊接电流允许的范围内,改变焊接电流,调整感应磁场强度的大小,使其与剩磁强度大小相等方向相反[3]。
(3)导磁法
导磁法是利用磁铁在两极显磁性,而在磁铁内部表现弱磁性的特性,将两个磁体的磁力线联通,使之成为一个完整的磁体,这时焊缝所处的位置相当于磁体的内部,磁性大大减弱。以管材对接为 例,具体为:将若干弧形铁块沿着被焊管件轴向均匀点焊在两端焊口上,导通磁场。焊接时,首先 将未被铁块挡住的区域焊完,然后取下铁块,进行剩余区域的焊接。使用铁块进行导磁时应注意铁 块应均匀分布在焊口处,确保最大限度导通磁场;铁块与被焊构件应尽量保持最大的接触面积;铁 块在被焊构件两侧要点焊牢固[4]。
(4)高温消磁法
在焊件上存在剩磁的部位,进行局部高温加热(经工程师认可)。众所周知,无磁性的金属分子可看成无数杂乱无章的小磁针,其磁场相互抵消,对外不显磁性。当它们被规则排列时,对外则表 现出一定磁性。通过加热的方法,可以使相当于小磁针的金属分子热运动加剧,破坏它们的规则排 列,从而达到减弱磁性的目的。或采用热处理消磁法,即利用加热使铁磁质材料的温度高于其“居里 点”的温度,从而使材料由铁磁性转变为顺磁性,最终使得材料失去磁性,达到消磁的目的[4,5]。
(5)工艺方法消磁
工艺方法消磁主要是采用合适的电弧长度、焊接焊枪角度以及焊接电源的方法来减少磁偏吹。
焊接前应清除被焊件周围的铁磁性材料,避免影响电弧周围磁力线分布的均匀性。焊接过程中应尽 量采用短弧焊接的方法,电弧气体中存在带电粒子,焊接时电弧越长,带电粒子在磁场中运行的时 间就越长,受外磁场作用的时间和偏离焊条(丝)的距离就越大。选择合适焊枪角度,将焊枪朝偏 吹方向倾斜。在条件允许的情况下,采用交流电源焊接代替直流电源焊接,交流电源本身产生的磁 场不断的改变方向和强度,这个变化的磁场有抵消构件外磁场的作用,使两者的合成磁场变弱,能 有效的降低磁偏吹。
4、解决磁偏吹问题的具体事例
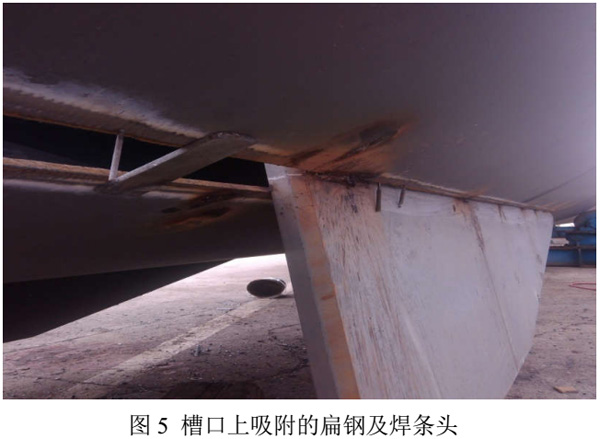
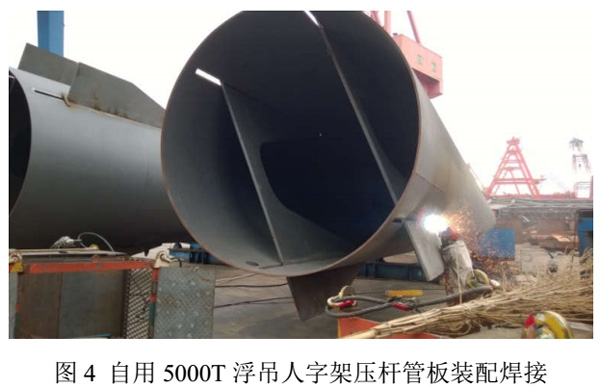
振华公司长兴生产基地在制作自用 5000T 浮吊人字架压杆结构中,节点板与圆管的装配焊缝出 现很强的磁偏吹现象,其中圆管规格为 Φ3600*36mm,节点板厚度为 50mm,材质均为 DH36,如图 4 所示。施焊时焊缝偏吹严重,部分区域无法施焊。一块 8*60mm,长约 120mm 的扁钢吸附在槽口 上面,边上为吸附的焊条头,如图 5 所示。
现场施工中,由于对构件的节点板及卷圆板采用电磁起重机进行装卸搬运,并且在制作过程中,对钢板及焊缝进行打磨及使用磁粉探伤进行无损检测等使得构件产生了较大的剩磁。焊接时, 剩磁场与电弧自身产生的磁场叠加,改变了电弧周围磁场磁力线的均匀性分布,使得电弧向磁力线 较弱的一方偏离。在剩磁场较强的区域,电焊条(丝)偏向严重,甚至吸附在一侧坡口,电弧不能 稳定燃烧,无法正常施焊。
针对现场出现的问题,经过分析讨论,制定了以下解决方案:
1)采用改变及增加接地线位置的方法,但由于剩磁场产生的多样性及剩磁场自身的复杂性,在各区域方向强弱不一,此种方法并未见效。
2)对坡口两侧施焊区域及邻近母材进行高温局部加热,但现场反映剩磁场较强,普通高温(300℃左右)并不能起到有效抑制磁偏吹的效果,采用热处理消磁法将导致管材内部组织发生变化,改 变管材力学性能,在保证产品质量的前提下,高温消磁法并不可取。
3)采用反消磁法,由于压杆直径(Φ3600mm)较大,对现场实施造成很大难度,并未采取。 4)针对节点板装配后的间隙情况,如图 6 所示,在管子端口侧,装配间隙越大的地方,磁偏 吹现象越严重。而在靠近应力释放孔端,由于装配间隙较小,磁偏吹现象不是很明显,可以进行正 常施焊。结合现场反馈的情况分析决定,采用 CO2 气体保护焊,并且在焊接过程中采用短弧焊的方 式,从应力释放孔侧向端口侧先打底焊接一道,使其磁力线联通,形成一个完整的磁体,从而减弱 磁偏吹现象。事实证明此方法有效可行,打底焊接完成后在反面施焊时磁偏吹现象基本消除,不影响正常施焊。
5、结束语
磁偏吹现象是伴随着焊接作业产生的。现实生产中,由于产生磁偏吹原因的多样性、生产构件 的多样性及施工条件的多样性,也就决定了防止磁偏吹方法的多样性。这就要求我们在平时生产中 遇到磁偏吹现象时仔细分析其产生的根本原因,并就具体问题具体分析,多种解决方法综合运用, 寻找出既经济实惠又方便可行的解决途径。通过在自用 5000T 浮吊人字架压杆结构中,插板与圆管 装配焊接过程的实施使用,证明了这几种防治磁偏吹方法的科学性、可行性、可靠性。为今后同类 型问题提供了技术经验借鉴。
参考文献
[1]陈祝年.焊接工程师手册[M].机械工业出版社, 2002.
[2]刘坤.焊接过程中磁偏吹的影响及消除[J].内蒙古石油化工, 2010, 18:64-65.
[3]曹红霞,王振,等.采用反消磁法解决焊接磁偏吹[J].焊接技术,2007,36:71-72. [4]邵连友,钟立新.水利电力劳动保护[J].1999, 1:23-25.
[5]张博.管道焊接中磁偏吹现象分析及解决方法[J].工艺管理.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




