0. 前言
随着船舶及相关周边行业的发展,当今船舶的载货量、功能多样性、甲板机械能力均已今非昔 比。同时,极限板厚大、装配精度要求高、材料多样性等特点逾发突出。这对焊接工艺提出了更高 的要求。
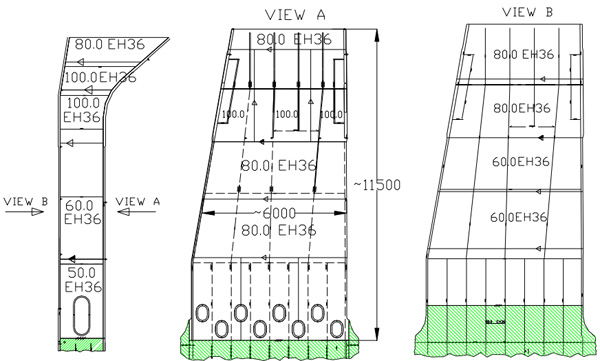
在我厂 32000 吨重吊船建造过程中,由于该船克令吊起重能力为 350 吨,其基座分段使用的钢 材板厚较厚(除筋板与扶强材外,材质均为 EH36,最小板厚 60mm,最大板厚 100mm)。而根据 LR 船级社规范要求,当板厚大于 65mm 时,焊接接头须进行焊后热处理。由于在其他船舶规范中没有 对大厚度 E36 级钢有强制性焊后热处理要求,公司内也没有现成的 WPS 可以支撑现场施工,因此进 行了有焊后热处理要求的埋弧焊及二氧化碳气体保护焊的焊接工艺评定试验。在试验过程中,就母 材选择、焊接材料选择、坡口设计、热处理工艺等方面制定相关要求。本文就试验情况及实际生产 情况总结了在有焊后热处理需求时,EH 级高强度船用结构钢焊接及热处理实施过程中的工艺要求。 1. 工艺评定试验
1.1.试验母材
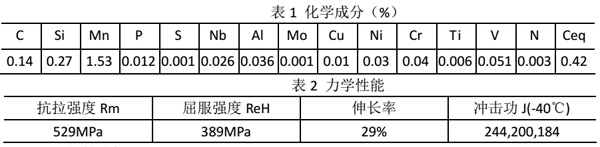
母材选用 A 公司的 EH36 钢板,板厚 60mm,供货状态为正火。其化学成分及力学性能见表 1,表2。其中 Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15。
1.1.1.可焊性分析
该公司的 EH36 钢化学成分组成及力学性能均满足标准要求,其 Ceq 值小于 0.46%,焊接性优良。
1.2.焊接方法
单丝埋弧焊、二氧化碳气体保护焊。
1.3.坡口形式
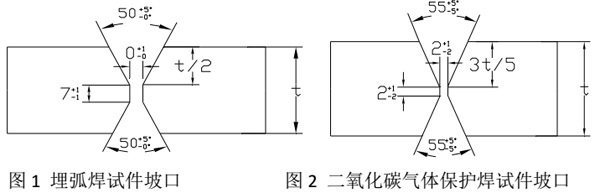
考虑到分段整体板厚较厚,我们采用双面对称坡口代替了惯用的单面坡口,一方面减少了焊缝填充量,另一方面可减少焊缝变形。详细坡口形式见图 1,图 2。
1.4.焊接材料的选择
在有焊后热处理要求的情况下,焊接材料性能除了须满足不低于母材标准规定外,还必须考虑到焊后热处理对焊接材料的影响。 经摸底试验,原先使用埋弧焊焊丝在热处理后力学性能试验不合格,这也证明了常规焊丝并一定不适合用在有焊后热处理的焊缝上。随后,我们选取了数个能保证焊后热处理后性能的焊材,经摸底试验后选择了韩国现代的药芯焊丝Supercored 71H 及埋弧焊焊丝焊剂组合H‐14/Superflux 55ULT,其经 2 小时 620℃热处理后的力学性能如表 3 所示。
1.5. 预热及层间温度要求
由于 LR 规范未提及如何制定最低预热温度,因此我们参考了 AWS D1.1 规范附录 I 中的控制氢 含量方法确定预热温度。在考虑了母材 Pcm 值、焊接材料含氢量、接头拘束度因素后,设置预热温 度为 150℃,要求层间温度不低于预热温度,并不高于 250℃。
1.6. 焊接参数
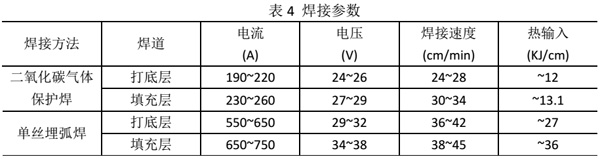
试验使用的焊接参数见表 4。
1.7. 热处理工艺
LR 规范中要求,“当母材板厚大于 65mm 时,焊缝须通过焊后热处理提高抗疲劳性能或抗脆性 断裂能力。”,“一般来说,焊接后的热处理应该是一个释放应力的处理过程,其作用为降低焊接产生的残余应力,并且一般应用于铁素体钢。”。 就此,我们选择使用去应力退火作为焊后热处理工艺。 查阅相关规范后,设定试验热处理温度为 580±20℃,保温时间按 25mm/h 计算,即保温 2 小 时 24 分钟,并在 300℃以上升温及降温时控制温度变化速率在每小时 55——90℃/小时。其温度曲线如图 3 所示。由于船级社规范中未要求热处理需在焊接完成后多少时间内进行,因此我们在焊缝冷却 后再进行热处理。

1.8.工艺评定试验结果
焊后按船级社规范进行无损探伤及力学性能试验。力学性能试验包括拉伸试样 2 个,侧弯试样4 个,宏观及硬度试样 1 个,冲击试样取 4 组,每组 3 个,分别在焊缝中心、熔合线、熔合线外 2mm、 焊缝根部中心。
经检测,焊缝表面成型良好无缺陷,拉伸、弯曲、冲击、硬度试验结果均满足规范要求。在两 种焊接方法的冲击试验中,焊缝中心(根部)各存在 1 个低于规范要求的冲击值,但仍大于平均值 的 70%,因此结果属合格,不需要加试。
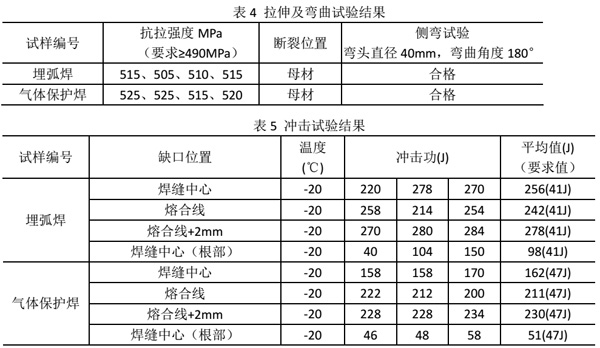
其力学性能试验结果见表 4,表 5。
1.9. 试验结果分析
1.9.1. 抗拉强度的降低
从表 4 拉伸及弯曲试验结果可见,在选用适合焊后热处理的焊接材料后,所有拉伸试样均断于 母材,且抗拉强度大于规范要求的最低值 490MPa,焊缝强度得到了保证。但是,表中 8 个拉伸试样 抗的拉强度值均在 505——525MPa 之间,说明母材的力学性能在热处理后有一定程度的下降。
对于焊后热处理导致母材抗拉强度降低的情况,分析其原因为由于消除应力热处理属于焊接工 件被加热到一定温度而后再缓慢冷却的过程,其释放应力的原理在于金属在高温下的蠕变。因此虽然 580±20℃的退火温度低于钢板正火温度,不会影响钢板的交货状态,但是对于母材强度会有一 定影响,从试验结果发现强度一般会降低 5——15Mpa。因此在选择母材时,须保证强度上有一定的富 余量,防止由于产品力学性能不稳定性,导致在经过焊后热处理后焊接接头的抗拉强度低于 490MPa, 造成质量隐患。
1.9.2. 冲击性能的降低
从表 5 冲击试验结果可见:无论哪种焊接方法,随着冲击位置从熔合线外向焊缝中心靠近,冲击值呈逐渐降低的趋势。焊缝中心(根部)的冲击值又比表面焊缝中心的显著降低,表明从焊缝表 面到中心位置,冲击韧性呈降低趋势,而埋弧焊试样焊缝中心(根部)冲击值明显较高。
产生板厚中心冲击值降低的原因主要是由于随着板厚的增大钢板的应力应变状态、应力集中等 因素迅速恶化,位于中心部位的碳、磷、硫、锰等元素集聚变化而使含量突然升高,使厚板增加了 裂纹和疏松的敏感性,降低了韧性【2】,这就是板厚的中心成分偏析。实验表明,当板厚大于 90mm 时,‐20℃下的冲击值下降将更明显,板厚在 120——150mm 钢板的冲击功从表面到中心的降幅甚至可 达到 80%——90%【3】。而产生埋弧焊焊缝中心(根部)冲击性能较好的原因可能是由于焊接时焊剂中的 合金元素熔入焊缝,提高了焊缝金属的力学性能。
可以说,在现有常规钢板的生产工艺技术下,厚板板厚中心成分偏析是不可避免的现象。因此, 在选择钢板时,应与钢厂签订技术协议,提出板厚中心焊后冲击值的要求。除此以外,在设计过程 中也应尽可能避免使用板厚 100mm 以上的 EH36 级及以下级别的钢材。若确有强度需求,应考虑提 高板材强度等级,而不建议将板厚增至 100mm 以上。
2. 生产实施工艺要点
2.1. 母材的选择
基于工艺评定试验结果及产品最大板厚高于试验板厚的情况,在选择母材时,必须选择抗热处理软化及中心偏析情况更优良的材料。就此,我们对几家钢厂提出了技术要求,并对比了钢板质量 证明书,最终选择了 B 公司的 EH36 钢材,表 6,表 7 列出了其 100mm 板的化学成分及力学性能, 并与 A 公司的钢作对比。
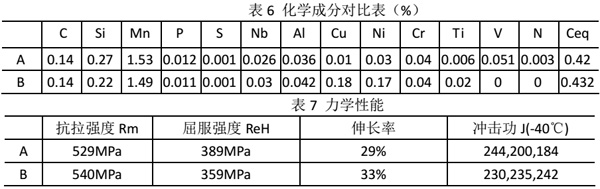
选择该钢板的主要原因其较高的合金含量,其中 Cu, Ni, Ti 含量明显高出,Al, Nb 含量稍微高出。 Ti,Al,Nb 形成的碳化及氮化物在钢中非常难溶解,在焊接热循环过程中,这些微合金元素的碳、 氮化物粒子能够扎钉在原始奥氏体晶界,有效阻止奥氏体晶粒长大【4】,以提高强度及韧性。另外, Ti 与焊缝金属中的氮结合,减少了固溶氮的有害作用,生成 TiN 作为结晶核心,促使焊缝晶粒细化, 并减少焊缝中的含氧量。
2.2.坡口及装焊顺序的考虑
在上文坡口形式设计中提到,厚板焊接时应尽量采用双面坡口代替单面坡口。但由于双面坡口有翻身碳刨的过程,因此,就需要设计合理的装焊顺序,保证在完成埋弧焊对接后再安装板架上的 构件,防止构件影响埋弧焊施焊。
2.3.预热及层间温度要求
在焊接厚板时,除了对焊接材料、焊接热输入及施工环境等要求外,还须特别注意严格监测预热、层间温度。 我们发现,由于厚板大时散热速度快,在焊接较长焊缝时,层间温度往往不能达到工艺要求,
容易引起延迟裂纹。特别是在焊接需要在坡口两侧交替焊接的全焊透角焊缝时。因此,建议采用焊 接时保留背部预热板或分多阶段移除预热板并在焊接后再次覆盖加热等方法,保证层间温度。 2.4. 焊后热处理的实施不同于单条焊缝的焊后热处理,该克令吊基座分段的焊后热处理有构件大、结构复杂、总热处 理长度长的特点,其简略结构见图 4,图中带三角符号的线段表示焊缝。经统计,全船 3 个克令吊 基座分段内须焊后热处理的焊缝共 150 米,其中板架阶段焊缝 96 米,分段制造阶段焊缝 54 米,且 为达到热处理温度要求,每米焊缝须配置功率 10KW 的加热板两块,分别贴于焊缝正反面。因此, 考虑到公司热处理设备能力及施工便利性,设置将板架阶段须热处理的焊缝在该阶段提前分批完成, 分段制造阶段须热处理的焊缝待完成所有焊接工作后分批进行。分段阶段焊缝热处理时,同样按序 分批进行,制定施工顺序时须考虑分段受热变形的可能性,并给予分段均匀可靠的胎架支撑。此外, 应注意生产时的热处理开始时间点须与工艺评定试验时相同。
3. 总结
1) 选择焊接材料时,必须考虑其经焊后热处理后的性能。
2) 在满足规范要求的情况下,须结合实际生产情况制定焊接工艺评定热处理工艺,生产时应严格 按照 WPS 执行。
3) 焊后去应力退火会引起正火状态的 EH36 钢强度降低,降低幅度约 5——15Mpa。选择钢材时应保 证材料的强度富余量并有较高的抗软化合金含量。
4) 采购板厚大于 65mm 的钢板时,须对生产厂家提出板厚中心质量方面的要求。
5) 焊接坡口应尽量设计成双面坡口并采用埋弧焊焊接,以减少焊缝填充量及焊接变形。
6) 厚板焊接时应特别注意防止因散热过快引起预热及层间温度低于工艺要求。
7) 焊后热处理时,应根据热处理设备能力设置施工顺序并在整个热处理过程中提供均匀可靠的支 撑。
参考文献
【1】Lloyd’s Register. Rules for regulations for the classification of ships, 2014: Chapter 13 Section 1,2 . : 1.16.2, 2.10.1
【2】陈训浩 中心偏析原因、危害、评定及预防【J】 冶金标准化与质量,1998(4):12‐17
【3】王元清 结构钢厚板低温冲击韧性试验研究 哈尔滨工程大学学报,2010(9) 第 31 卷 第 9 期:1179——1185
【4】周莲 低碳微合金钢的强韧化 机械工程材料 1988(2):2
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




