摘 要:本论文介绍了选用国产镍基焊丝焊接 Ni25-Cr20-Co 镍基高温合金管的试验情况,并叙述了环向对接的焊接接头经过射线无损检测和理化性能试验的结果分析,表明时效态 Ni25-Cr20-Co 焊接性能良好,接头性能满足使用要求。
0 前言
在新型耐热材料研发的支持下,火力发电技术不断朝更高参数的技术方向发展,当前超超临界机组效率可达到 47%。根据国外超超机组的近期发展目标,主蒸汽温度将达到 620℃,压力提高到31MPa,并正在向更高参数方向发展。欧洲、日本和美国等发达国家已将下一步的发展目标定位于蒸汽温度达到 700℃及以上的更为先进的超超临界发电技术,并制定发展计划。我国也于 2010年7月23日启动“国家700℃超超临界燃煤发电技术创新联盟”,开展中国的先进超超临界燃煤发电技术研究工作。
Ni25-Cr20-Co是我国自主开发的时效强化型高温镍基合金,其 750℃、10 万小时下的持久强度 目标值为≥100MPa,其目标是达到或超过国外同类型 Inconel 740H 镍基高温合金的指标,是潜在 的先进超超临界锅炉高温过热器、再热器以及集箱和主蒸汽管道用候选材料。该母材时效态的焊接 工艺研究还未有报道。本试验采用我国自主研发的与 Ni25-Cr20-Co 相匹配的国产手工氩弧焊丝,对时效态的Ni25-Cr20-Co 镍基高温合金进行了焊接工艺试验研究。
1 试验用材料
试验用母材选用自主研发的 Ni25-Cr20-Co 镍基高温合金管,供货状态为固溶态,对管子进行 800℃×5h 的时效热处理,选用我国自主研发的与 Ni25-Cr20-Co 相匹配的国产镍基焊丝为焊接填 充金属,母材和焊丝的化学成分见表 1。

2 焊接坡口及工艺
2.1 焊接坡口
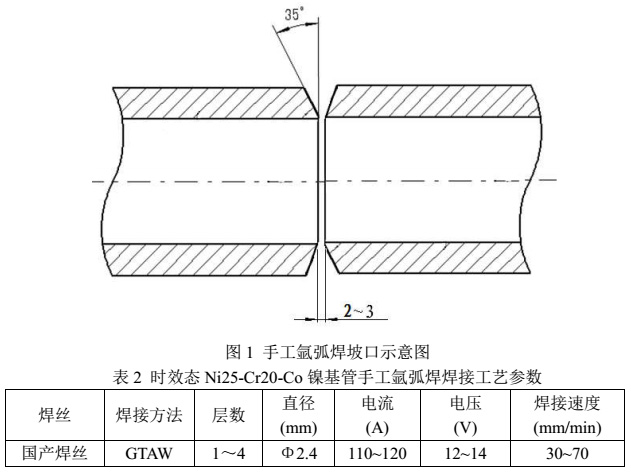
时效态 Ni25-Cr20-Co 镍基高温合金管规格为Φ51×8.0,焊接坡口如图 1 所示。为了获得高质量 的焊接接头,焊接坡口在焊接前使用丙酮擦洗,确保油、屑、灰尘等污物清理干净。
2.2焊接工艺
表2 为时效态 Ni25-Cr20-Co 镍基高温合金管的手工焊焊接工艺。用手工氩弧焊(GTAW)焊妥, 焊前不预热,采用较小的热输入进行焊接,手工氩弧焊层间温度控制在≤100℃。正面保护气体为 75%Ar+25%He,背面保护气体采用纯氩,背面保护气覆盖背面焊接区域。手工氩弧焊的正面气体保护流量为 10L/min。焊后进行 800℃×5h 的热处理。
在保护气体中加入 25%的氦,使融敷金属的流动性比单用氩气保护要好,同时热输入量更高, 焊接速度更快。添加氦气同时更好地润湿母材,可更好地与母材及上一层焊缝金属结合。
2.3 焊后无损检测
共焊接了手工氩弧焊对接接头 6 个。Ni25-Cr20-Co 镍基管焊接接头焊后按照JB/T4730.2-2005《承 压设备无损检测 第 2 部分:射线检测》进行 100%RT 探伤,结果均合格。
3 焊接接头常规力学性能
3.1 焊接接头常温拉伸及弯曲性能
按照 GB/T228-2002《金属材料 室温拉伸试验方法》对焊接接头加工及测试,试样为条状,尺寸为δ=8×10,在 WE-100 型液压万能材料试验机上进行室温拉伸试验,结果见表 3。时效态Ni25-Cr20-Co 手工氩弧焊接头的抗拉强度均高于 Code Case 2702 对母材的要求。
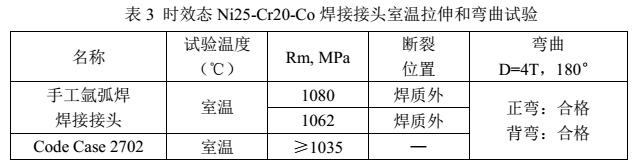
根据 GB/T 232-2010《金属材料弯曲试验方法》和 TSG G0001-2012《锅炉安全技术监察规程》, 在时效态 Ni25-Cr20-Co 焊管上切取宽度为 10mm、试样厚度为试件厚度的弯曲试样进行正弯和背弯 试验,采用的弯曲直径为 4 倍厚度,弯曲角度为 180°,试验结果如表 3。试验后在试样的受拉表面 均未发现裂缝或裂纹,符合 TSG G0001-2012《锅炉安全技术监察规程》的要求,接头弯曲试验均合格。
3.2 焊接接头硬度测试
根据 GB/T4340.1-2009《金属材料 维氏硬度试验 第 1 部分:试验方法》,对时效态 Ni25-Cr20-Co 焊接接头在 VH-50C 硬度试验机上进行维氏硬度试验,结果见图 2 和表 4。
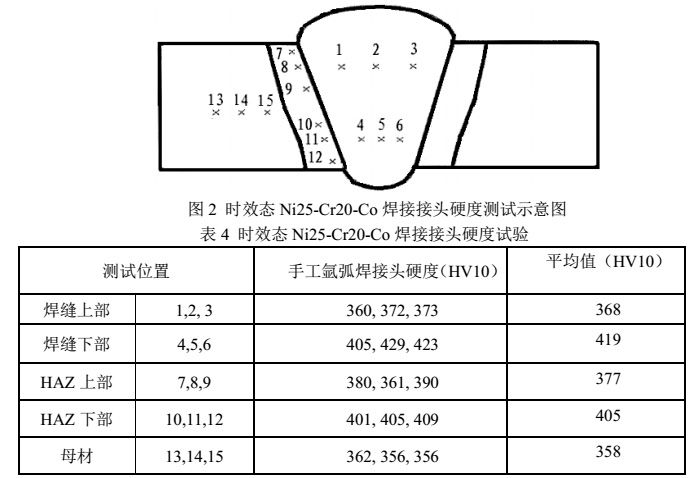
从表 4 硬度测试结果可以看出,焊缝和热影响区下部硬度比上部硬度稍高,但整个焊接接头硬 度差别不大。手工氩弧焊整个焊接接头的硬度在 356 HV10——429 HV10 之间。
3.3 焊接接头冲击性能
根据 GB/T229-2007《金属材料 夏比摆锤冲击试验方法》对焊接接头进行冲击试验,冲击试样 尺寸为 5×10×55mm,在冲击试验机上进行常温冲击试验,试验结果见表 5。

从表 5 可看出,焊缝和热影响区均具有良好的冲击韧性,都满足 NB47014-2011《承压设备焊接 工艺评定》对焊接接头冲击值规定的要求。
4 结论
(1)时效态 Ni25-Cr20-Co 镍基高温合金采用国产相匹配的镍基焊丝焊接,焊接性良好,整个接头 的抗拉强度均满足 Code Case 2702 对母材的规定;
(2)时效态 Ni25-Cr20-Co 镍基高温合金采用国产相匹配的镍基焊丝焊接,弯曲性能及冲击韧性良 好,均满足相应标准的要求;
参考文献
[1]张红军,周荣灿等. 先进超超临界机组用Inconel 740合金的组织稳定性研究[J],中国机电工程学 报,2011,31(8):108
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




