0 序言
钎焊、扩散焊是最常用的陶瓷与金属的连接途径,Yu[4]采用 Cu70Ti25Zr5 钎料钎焊 Al2O3/Nb,研究表明:钎焊工艺参数选择为 1293K/10min 时,接头四点弯曲强度达到极大值 162MPa,钎料中活性钛含量的不同,接头抗剪强度也随之改变,因而 Al2O3/Nb 接头抗弯强度与钎料中活性元素含量的变化密切相关。吴铭方[5‐7]等人采用 Ag‐Cu‐Ti 钎料连接了 Al2O3 陶瓷和金属 Nb,四点弯曲结果显示 223MPa为最高抗剪强度,此时钎焊工艺参数为1093K/15min。本文通过常规 AgCu/Ti 钎料以及 Cu缓冲层实现了 Si3N4 陶瓷/304 不锈钢的钎焊连接。
本试验所用母材为Si3N4陶瓷和304不锈钢。Si3N4陶瓷材料由清华大学提供、热压复合而成,尺寸为19mm×19mm×8mm,由通常所用的Si3N4陶瓷,少量的导电TiC以及其它成分制备而成,性能优良,如小的高温蠕变、耐腐蚀、高的高温强度、耐磨损及好的抗热震性能等,主要性能参数如表1。
焊接前,分别用砂纸和玻璃研磨 304 不锈钢和 Si3N4 陶瓷的待焊表面,保证待焊表面平整,但有一定的粗糙度。然后将待焊试样先用酒精清洗,再放入丙酮溶液中超声波清洗约15min,以除去表面的油渍和污垢,Ag72Cu28 共晶钎料和Cu中间层在使用前先用砂纸打磨除去表面的氧化层,然后与Ti箔一起放入丙酮中超声清洗 。 按照Si3N4/Ti/Ag‐Cu/Cu/Ag‐Cu/Ti/304 不锈钢的顺序装入夹具准备钎焊。钎焊在 KJL‐2 型多功能真空炉中进行。抽真空至8.0×10‐3Pa 后启动程序加热升温,首先以 10K/min 的速度升温至 873K,保温 30min,再以 15K/min 的速度继续升温到连接温度(T),保温一段时间(t),然后以 4K/min 的速率冷至 300K,最后随炉冷却到室温后出炉。
2 结果与分析
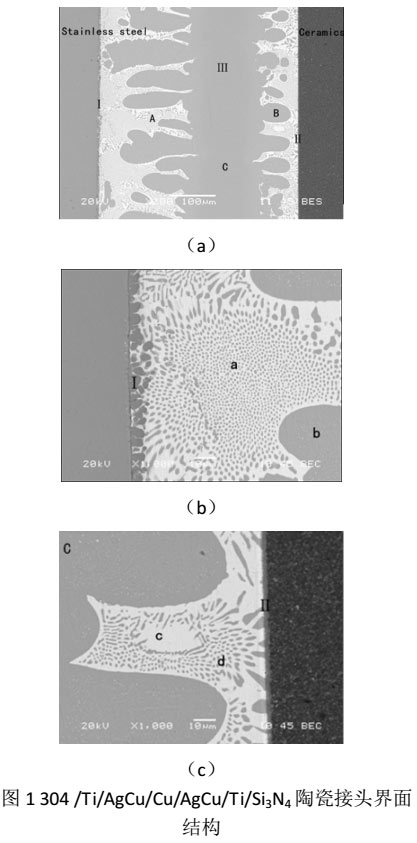
图1为钎焊温度 1153K、保温 15min、施加 0.027MPa 压力且中间层 Cu 厚度为 500μm 的钎焊条
钎缝中心占据了钎焊接头组织大部分的区域,可以分为三种特征组织区域 A、B 和 C。由图可见白色花纹基体组织 A 为典型共晶花纹,分布于钎缝中心近两个连接界面两侧,并与浅灰色组织 B 呈交替分布,其中钎缝最中心一片为均匀的浅灰色 C 组织。由于纯紫铜中间层的熔点为 1356K,钎焊温度仅为1153K,因而试验中 Cu 中间层并不会完全熔化,而是在钎焊温度变化过程中与钎料相互作用发生一定量的溶解并通过自身塑性变形松弛界面残余应力,所以初步推测钎缝最中心均匀浅灰色组织为未完全熔化和被钎料消耗的中间层 Cu。反应层Ⅰ是不锈钢和钎料的反应层,主要由灰色化合物上分布着少量白色相构成连接界面,该反应层不连续。反应层Ⅱ是陶瓷侧的连续反应层,作为陶瓷和 AgCu/Ti 钎料的过渡界面,这是顺利完成连接的关键。
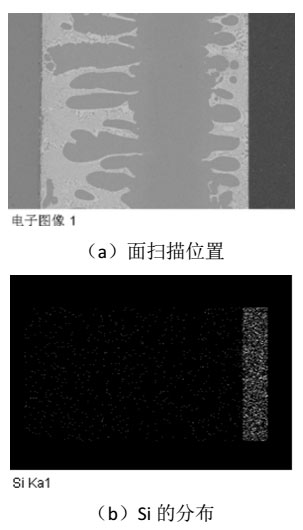
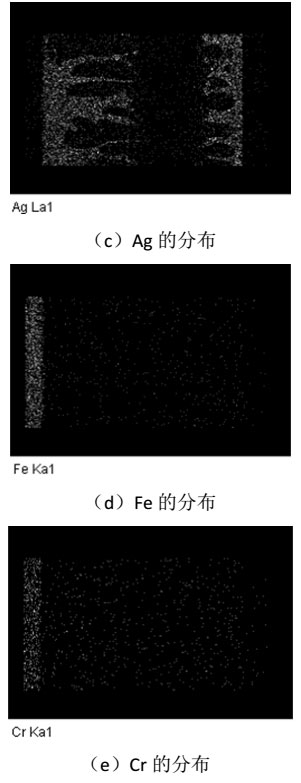
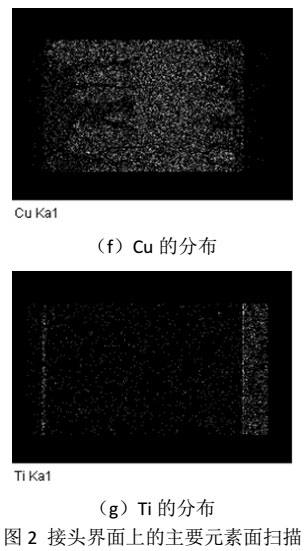
为了进一步分析钎焊接头界面中各反应产物的组成,采用 EDS 面扫描对接头区域内几种主要元素在钎焊接头的大致分布进行了分析,结果如图2所示,结合图1各区域位置分析,不锈钢侧主要分布元素为 Fe、Cr;反应层Ⅰ主要由 Ti 元素呈线状分布;钎缝中心中白色共晶花纹由富 Ag 相和富 Cu 相共同构成,交替出现的浅灰色组织为富 Cu 相,钎缝最中心均匀分布富 Cu 相;反应层Ⅱ同样主要由 Ti 元素呈均匀线条状分布,但是与反应层Ⅰ中 Ti 的分布相比光泽更亮;陶瓷侧主要由 Si 元素组成,Si 元素来自于陶瓷本身。
扫描点Ⅰ位于不锈钢/钎料连接界面,主要分布Fe、Ti 两种元素,根据 Fe‐Ti 二元相图,Fe 元素的质量百分比约为 63.5wt.%,相图对应的析出相为FeTi 金属间化合物,又 Fe、Ti 原子百分比近似 1:1,
综上所述,304 /Ti/AgCu/Cu/AgCu/Ti/Si3N4 陶瓷接头界面结构从左向右可能依次为:304 不锈钢/FeTi/Ag‐Cu 共晶+Cu(s,s)/Cu(s,s)/Cu(s,s)+Ag‐Cu 共晶 /Ti‐Si/TiN/Si3N4 陶瓷。
影响钎焊接头力学性能的因素有很多,如工作温度、载荷性质、工作温度、接头界面、钎焊环境、母材成分和残余应力等。其中,界面结构对接头力学性能的影响是本质的因素,直接决定接头性能。由前文可知,钎焊温度和中间层 Cu 箔厚度是影响接头界面结构的重要因素,因此本试验主要分析钎焊温度、中间层 Cu 箔的厚度、不锈钢侧钎料层 Ti箔的添加对陶瓷不锈钢接头力学性能的影响。接头四点弯曲强度结果如表3所示。

接头力学性能随钎焊温度产生的这种变化直接取决于界面反应。当钎焊温度为 1123K,随着钎料与母材的相互作用,陶瓷、不锈钢两侧界面层清晰,尤其是陶瓷侧界面反应层连续。随着钎焊温度升高到 1153K,温度的升高使得原子间的反应加剧,原子扩散、溶解更明显,母材两侧反应层厚度不断增加,尤其是陶瓷侧反应层随着 TiN 的不断增厚更为平直、致密,此时接头强度达到最大值。继续提高钎焊温度到 1193K,陶瓷反应层中脆性 Ti‐Si 化合物继续长大,脆性相的长大和热应力的共同作用下接头性能急剧恶化。综上所述,1153K 为最佳钎焊温度。
随着中间层 Cu 箔厚度的增加,钎焊接头室温强度呈显著的上升趋势,钎焊温度 1153K、中间层 Cu 箔 1000μm 时达到室温强度最大值 57MPa。这主要是由于软性中间层 Cu 的屈服强度较低,容易通自身塑性变形缓解接头残余应力,Cu 箔越厚效果越明显,从而达到改善接头应力分布、提高接头力学性能的效果。
(1)采用 Ag‐Cu/Ti 叠层活性钎料钎焊304/Ti/AgCu/Cu/AgCu/Ti/Si3N4 陶瓷,获得了良好的钎焊接头,接头界面连续、致密。
(3) 当钎焊温度为 1123K,接头室温强度为40MPa,随着钎焊温度的升高到 1153K,钎焊接头室温强度呈明显上升趋势,达到最大值 53Mpa。随着中间层 Cu 箔厚度的增加,钎焊接头室温强度呈显著的上升趋势,钎焊温度 1153K、中间层 Cu 箔1000μm 时达到室温强度最大值 57MPa。
[1]中国机械工程学会,中国材料研究学会等.中国工程大典(第 23 卷,材料焊接工程)[M].北京:化学工业出版社,2006:326‐334.
[3]李亚江.特殊及难焊材料的焊接[M].北京:化学工业出版社,2004:204‐224.
tal[J]. Materials Science and Technology, 2002, 1(8): 99‐102.
[6]吴铭方,于治水,王凤江.Al2O3/AgCuTi/Ti‐ Al‐V连接机理研究[J].华东船舶工业学院学报,2000,14(6):83‐87.
[7]吴铭方,于治水,蒋成禹.Al2O3/AgCuTi/Nb 接头强度的影响[J].稀有金属材料与工程,2005,34(2):334‐336.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




