摘 要: 针对船用薄板激光填丝焊坡口适应性差的问题,本文提出了“自适应填丝激光焊接”的基本 思路,即焊接系统根据检测到的坡口间隙大小,自动调节送丝速度,并自主匹配其他焊接参数以达 到最佳焊接效果。本文以船用 10CrNiCu 钢板的激光填丝焊接为例,通过一系列的焊接工艺试验,研 究了送丝速度随焊接速度、坡口间隙以及焊缝余高期望值变化的规律,同时也研究了激光功率随焊 接速度、送丝速度变化的规律,并以上述规律为依据构建了“自适应填丝”参数关系模型,该模型可 用于 10CrNiCu 钢激光填丝焊的自动化调节,提高其焊接的坡口适应性,改善其焊接质量。
0 引言
在船舶制造业中,焊接工时一般会占到总工时的 20%——40%,焊接成本也会占到整船制造总成本的 30%——50%[1],所以提高船舶焊接效率与质量,已成为船舶制造业的迫切需求。激光焊接技术由于 功率密度高、焊接速度快、线能量输入少、焊后变形和残余应力小,在提高船舶制造焊接效率的同 时,更可提高焊接的质量和造船的精度,成为船舶制造业中最具发展潜力的节能、高效、优质焊接 技术。
激光焊接根据焊接过程中是否添加填丝可分为激光自熔焊与激光填丝焊。尽管激光自熔焊具有 焊接速度快、焊接过程简单、节省填充材料等优点,但是由于激光光斑尺寸小,其对被焊工件的坡 口加工尺寸精度和装配间隙均匀性要求高(激光自熔焊坡口间隙一般要求小于 0.1 mm)。而激光填 丝焊可以在一定程度上弥补坡口间隙变化引起的焊缝成形不均匀性,降低对被焊工件坡口加工和装 配精度的要求,有效降低焊接坡口的预加工成本。
近年来,国内外学者对激光填丝焊做了大量研究。例如,国家商用飞机制造工程技术研究中心 的刘红兵[2]利用高速摄像技术对铝合金光纤激光填丝焊焊丝熔入行为进行了试验研究。他发现焊丝 熔入行为依据光丝间距的不同,可分为 3 种典型特征,即“铺展”过渡、“液桥”过渡和“大滴”过渡,其 中又以“液桥”过渡最为理想。
新加坡精迪制造技术研究院的 Sun[3]研究认为激光填丝焊接过程中焊丝几乎 100%过渡到焊接 熔池中。因此我们可以依据焊接过程的物质守恒来计算焊接速度与送丝速度的关系:
式中,vs 表示估算的送丝速度,d 表示焊丝直径,vw 表示焊接速度,l 表示坡口间隙, 表示焊 件厚度,k 则表示由余高要求决定的成形系数,一般取 1.1-1.2。
瑞典拉彭兰塔理工大学的 Salminen[4]则研究发现很多激光填丝焊的焊接缺陷都是由于不恰当的 送丝位置和填丝角度引起的。
然而,现阶段的激光填丝焊基本都是采用等速焊接、等速送丝,焊缝成形和焊接质量受坡口间 隙尺寸均匀性影响较大。船用钢板长焊缝激光焊接时,针对钢板装配后坡口间隙变化大的问题,一般的解决办法就是对焊接接头端面进行精加工,使表面尽量平整,这样不仅增加了加工成本,而且 在钢板的传输和装配过程中,由于板材的变形,仍可能导致坡口间隙的变化。
为了解决上述问题,本文提出了激光“自适应填丝焊接”的概念,即焊接系统根据检测到的坡口 间隙变化,自动调节送丝速度,并自主匹配其他焊接参数以达到最佳焊接效果,使钢板长焊缝的激 光焊接不会出现焊缝成形和焊接质量随装配间隙变化而发生差异。从而可以在很大程度上提高船用 钢板长焊缝激光填丝焊对于坡口间隙在一定范围内发生变化的适应能力。这对于降低板材拼接激光 焊接对坡口加工和装配的精度要求,降低坡口的预加工成本,同时提高焊缝质量和接头性能,具有 重要的现实意义和实际应用价值。
1 试验设备与方法
本试验所用激光焊接设备主要由 IPG 公司的 YLS-10000 光纤激光器、PRECITEC 公司的 YW52 激光焊接头,KUKA 公司的 KR60HA 六轴联动机器人、FRonIUS 公司的 VR7000 型送丝机及激光 复合用 MIG 焊枪(用于单送丝)等几部分组成。
焊接对象为船用薄钢板,其型号为 10CrNiCu 钢,属于 Ni-Cr-Si-Mn 体系的低合金钢。焊接试样 尺寸为 8 mm×300 mm×150 mm。所用焊丝牌号为 JM-56,在国标里所属的焊材型号为 ER50-6,焊丝 直径为 Φ1.2 mm。10CrNiCu 钢与 JM-56 焊丝成分如表 1 所示:

焊接方式为激光填丝焊,主要的固定焊接工艺参数为:零离焦;前置送丝,光丝间距为-2 mm; 后置吹气,保护气体为 99.995%的氩气,气体流量为 15 L/min,其它焊接工艺参数将依据试验条件 和需要在一定范围内变化,具体见后面的试验结果分析。
焊后截取试样焊缝横截面,制备宏观金相试样,试样所用腐蚀剂为体设计币数为 4%的硝酸酒精溶 液,腐蚀时间约为 3——5 秒。利用 Stemi2000 体视显微镜对焊缝成形的整体形貌、余高、熔深、熔宽 等进行检测。
2 试验结果与分析
2.1 零坡口间隙试验研究
在零坡口间隙情况下,增加送丝速度,焊缝余高也会相应增加。根据 ISO5817 规定,一般焊缝 余高与板厚的比值为 5%——15%的时候焊缝力学性能较好,外形也比较美观。本文为 8 mm 薄板,比 较合适的余高为 0.4 mm——1.2 mm。本文通过试验研究送丝速度与焊缝余高之间的定量关系,设计焊 接试验方案如表 2 所示:

依据上述焊接工艺参数在零间隙条件下进行激光填丝焊接试验,焊后采用前述方法对焊缝横截 面形貌的成形参数进行检测、记录和统计,在不同的焊接速度下得到焊缝余高随送丝速度的变化规 律如图 1 所示。实验数据经线性拟合后,可得到焊缝余高与送丝速度之间的关系式分别为:
当焊接速度为 0.9m/min 时,h=0.57vs-0.54
当焊接速度为 1.2m/min 时,h=0.645vs-1.68
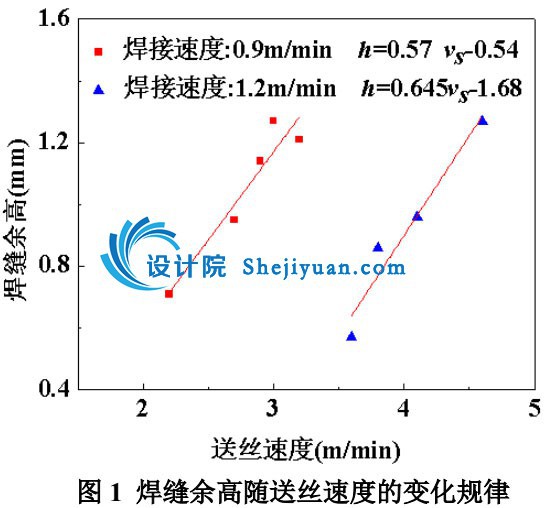
根据上述关系,令焊缝余高 h 取值为 0.4 mm——1.2 mm,可计算出零坡口间隙的合适送丝速度, 即焊接速度为 0.9 m/min 时,合适送丝速度约为 1.6 m/min——3.0 m/min;焊接速度为 1.2 m/min 时,合 适送丝速度约为 3.2 m/min——4.5 m/min。
2.2 非零坡口间隙试验研究
当坡口间隙为非零且发生变化时,需要调整送丝速度才能保证良好的焊缝成形。本节基于公式
(1)和零坡口间隙下的送丝速度,对坡口间隙增大时的送丝速度进行理论推导以及试验探究。首先对 Sun 的公式稍作改进:
式中,vs 表示估算的送丝速度,d 表示焊丝直径,vw 表示焊接速度,l 表示坡口间隙,其取值小于 0.5 mm, 表示焊件厚度, vs 0 表示零坡口间隙时的送丝速度,其值由焊接速度 vw 确定。
公式(4)的含义是将有坡口间隙下的最佳送丝速度看成零坡口间隙下的送丝速度与由于坡口间 隙增大所需要增加的送丝速度两部分之和。
本文所用焊丝直径 d=1.2 mm,工件厚度 =8 mm 为固定值,带入公式(4)中有:

焊接速度 vw 为 0.9 m/min 时,vs 0 取值介于 1.6——3.0 m/min 之间;焊接速度 vw 为 1.2 m/min 时,Vs 0取值介于 3.2——4.5 m/min 之间。vs 0 的不同取值决定了焊缝成形的余高 h。 根据送丝速度随坡口间隙及焊接速度变化的理论推导公式(5),结合零坡口间隙、固定焊接速度
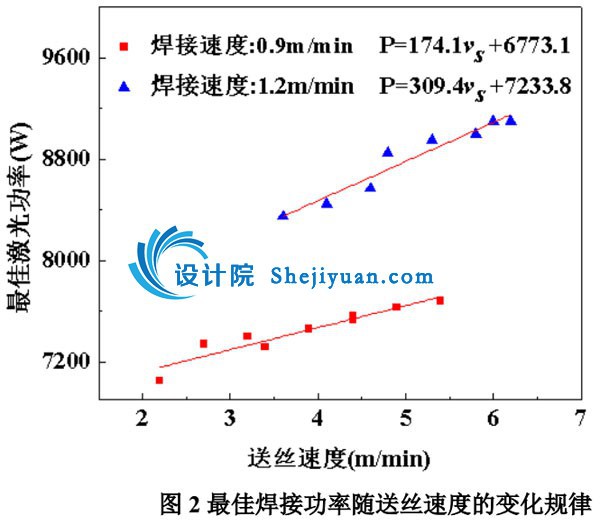
下的送丝速度范围设计实验确定激光功率的变化规律。经过实验以及数据分析表明,最佳激光功率 是焊接速度和送丝速度的函数,而跟坡口间隙大小关系不大。在固定焊接速度条件下,将实验得到 的最佳激光功率随送丝速度的关系进行拟合,结果如图 2 所示。
上述实验数据经线性拟合后,可得到焊缝速度分别为 0.9m/min、1.2m/min 条件下,最佳激光功 率随送丝速度变化的曲线方程如下:

式中,P 为最佳激光功率,单位为 W;vs 为送丝速度,单位为 m/min。
2.3自适应填丝参数关系模型
在激光填丝焊坡口间隙变化的情况下,送丝速度与坡口间隙大小以及焊接速度的选择有关;焊 接的激光功率与送丝速度以及焊接速度的选择有关,本节将结合前面的实验结果以及理论推导,构 建自适应填丝参数关系模型。
(1)当焊接速度为 0.9 m/min 时,送丝速度与坡口间隙的关系满足公式(8):
假定焊缝余高与送丝速度具有完全线性关系,可将余高参数引进公式(8)得:

即得:

公式(10)即为焊接速度为 0.9 m/min 时,送丝速度随坡口间隙变化和余高要求的定量表达式,与 其匹配的功率表达为公式(6),即:

(2)当焊接速度为 1.2 m/min 时,送丝速度与坡口间隙的关系满足公式(11):
同样,假定焊缝余高与送丝速度具有完全线性关系,可将余高参数引进公式(11)得:

即得:

与之相匹配的焊接功率表达式为公式(7),即:
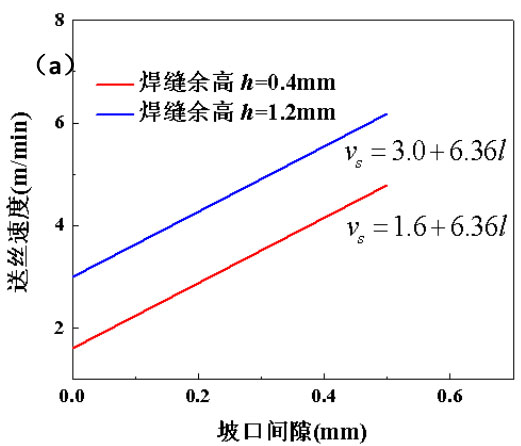
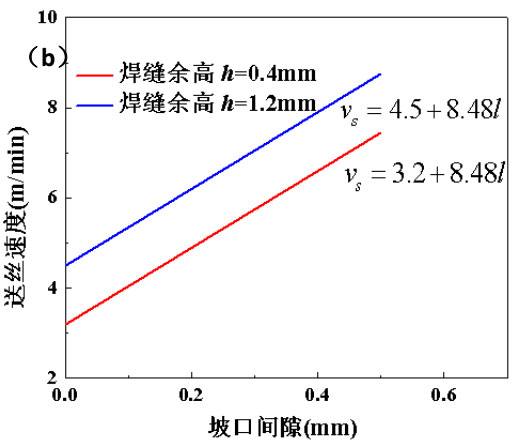
图 3 送丝速度随坡口间隙变化可行域:(a)焊接速度为 0.9m/min;(b)焊接速度为 1.2m/min 以公式(10)、(6)、(13)、(7)构建激光焊接自适应填丝参数关系模型,可以为激光填丝焊接
过程中,坡口间隙变化时送丝速度和激光功率的选择提供参考依据。例如自适应填丝焊接过程中, 视觉传感系统检测到坡口间隙为 0.25 mm,如果选择的焊接速度为 1.2 m/min,期望焊缝余高为 0.8 mm,由公式(13)与(7)可计算出最佳送丝速度为 6.0 m/min,相匹配的最佳焊接功率为 9090 W。
3 结论
(1)送丝速度与坡口间隙、焊接速度的定量关系为v s v s 0 7.07vw l 。该关系式中送丝速度由 两部分组成:第一部分为零坡口间隙下满足余高要求的送丝速度vs 0 ;第二部分为坡口间隙增大而相 应增加的送丝速度。
(2)根据参数关系模型可以实现激光填丝焊接过程中的自适应填丝控制:只需要选择焊接速度 和焊缝余高期望值,将其代入模型中,然后系统就会根据焊接过程中视觉传感系统检测到的坡口间 隙大小,自动调节送丝速度和匹配最佳激光功率,从而实现激光填丝焊接的自适应调节。
参考文献:
[1]中国行业研究网 . 2013 年我国船舶工业的发展状况分析 [J/OL]. 中国行业研究网,2013[2013-07-18].http://www.chinairn.com/news/20130718/115327467.html.
[2]刘红兵,陶汪,陈洁,等. 激光填丝焊焊丝熔入行为特征[J]. 焊接学报,2013,11:73-77.
[3]Sun Z, Kuo M. Bridging the joint gap wire feed laser welding [J]. Journal of Materials Processing Technology, 1999, 187: 213-222.
[4]Salminen A S, Kujanpaa V P.Effect of wire feed position on laser welding with filler wire[J].Journal of Laser Applications,2003,15(1):2-10.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




