摘要:本文通过分析EQ51钢板的化学成分、冷裂纹敏感性及力学性能,针对自升式海洋钻井平台提升装置和悬臂 梁的特点,采用CO2气体保护焊对不同的坡口型式进行了试验研究和焊接工艺评定,确定了生产中EQ51钢板的焊接工艺,为今后相关工艺研究及生产应用提供参考依据。
1.引言
石油天然气是国家立足于当今世界的重要战略性资源,随着我国石油天然气产业的发展,陆地 油气资源已不能满足经济增长的需要,海洋的油气开采发展迅速。国务院十二五规划中海洋经济发 展目标为年均增长 8%,到 2015 年占 GDP 比重达到 10%。在 2013 年海洋发展报告中提出,海洋经 济比重到 2020 年要达到 GDP 的 12%,到 2030 年达到 20 万亿,占 GDP 比重 15%。海洋平台是海洋 石油天然气资源开发的基础性设施,是海上作业活动的基地,为开发和利用海上资源提供了海上作 业与生活的场所,海洋平台的建造水平在一定程度上标志着海上石油的开发水平。海洋平台是目前 人类开发海洋资源的重要大型焊接构件,在风浪,海潮,暴风严寒的恶劣工作环境下服役,对于材 料的选择就有着很高的要求,普通的 360MPa 和 400MPa 级海洋平台用钢已经不能满足需要,开发 新型的耐海洋大气腐蚀的海洋平台用钢非常必要。在某型自升式钻井平台的提升装置和悬臂梁部位 采用了屈服强度 500MPa 级的 EQ51 钢,该钢材由于强度等级较高、合金元素含量亦相应较高,给焊 接带来了一定的困难,如何在生产中更好的保证焊接质量,对其焊接工艺进行研究显得尤为重要。
2.试验材料和方案
试验母材采用国内某公司生产的30mm板厚的EQ51钢板,表1、表2是试验用母材的力学性能和化学成分。
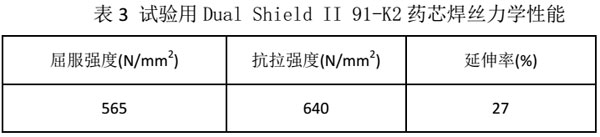

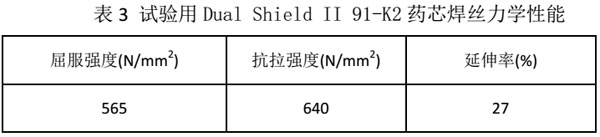
试验用焊接材料选用进口的 Dual Shield II 91-K2 药芯焊丝,表 3、表 4 为试验用焊材的力学性能及化学成分

根据生产中接头型式的不同,试验中采用 V 型及 K 型坡口进行 CO2 气体保护焊药芯焊丝焊接。
3. 冷裂纹敏感性分析与预热温度的选择
钢的淬硬性是衡量钢的抗裂性的主要指标之一,碳当量(CE)与冷裂纹敏感指数(Pcm)在钢的焊接性评定中具有重要作用,可以作为衡量钢焊接裂纹倾向的依据。对于 EQ51 钢的冷裂纹敏感性可以采用 Pcm 值进行评价,所以本文采用 Pcm 值来评价 EQ51 钢的冷裂纹敏感性,即

将表 2 带入公式(1)经过计算得到的 Pcm 值为 0.214%。
根据 AWS D1.1 中关于预热温度确定的方法,在考虑冷裂纹敏感指数、扩散氢及拘束应力的情况下, 同时结合生产现场的实际情况,得出预热温度为 80℃。
4. EQ51 钢的焊接工艺
试验采用 30mmEQ51 钢板进行焊接试验,根据生产中接头型式的不同,试验坡口型式为 V 型和 K 型两种。考虑到不同线能量对焊接接头性能的影响,两种坡口型式的焊接都分别取横焊(2G)、立 焊(3G)两种焊接位置。

5.试验结果
5.1 接头力学性能见表6、7、8

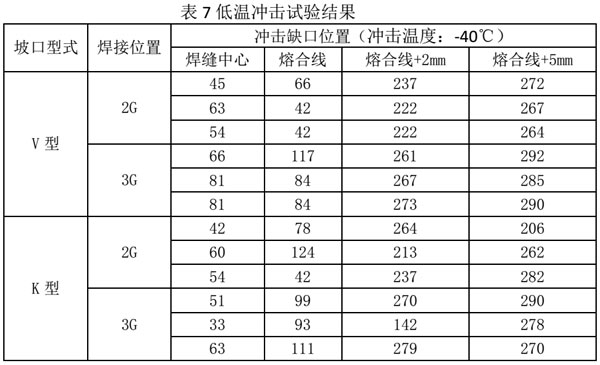
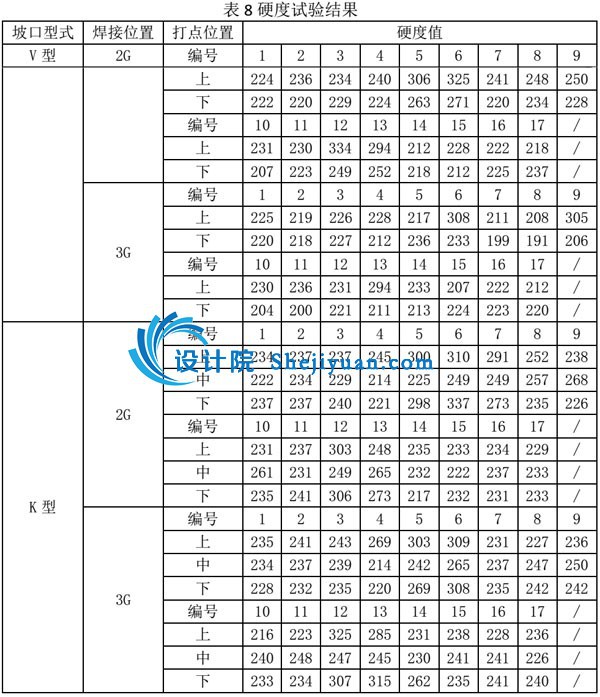
上表中各项力学性能情况均符合相关规范要求。
5.2 接头硬度试验结果对比
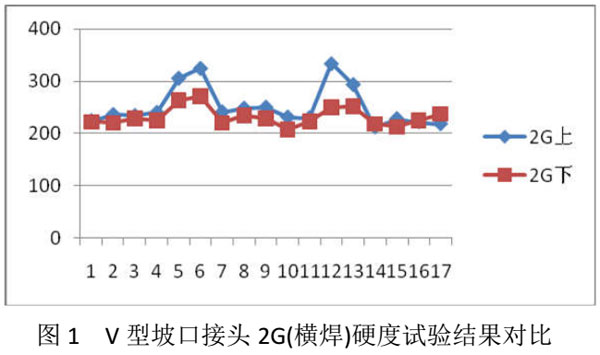
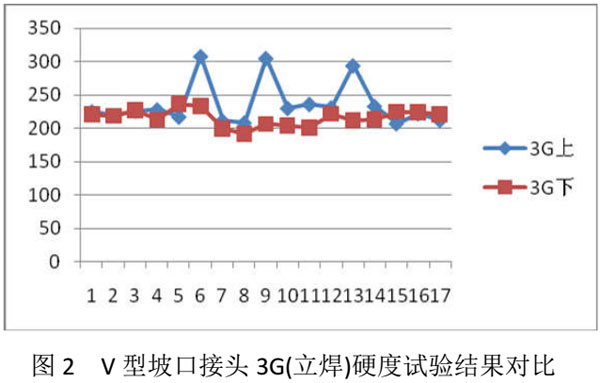
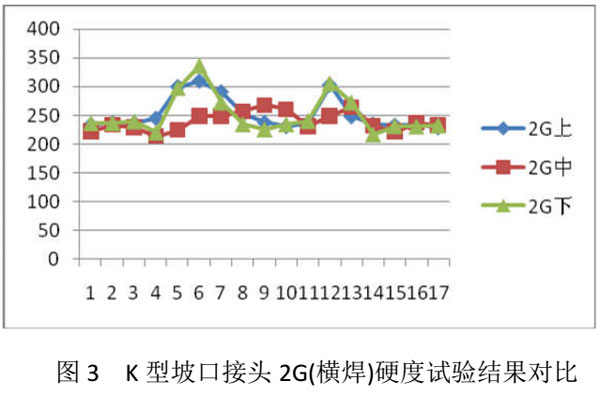

从图 1——图 4 的硬度试验折线图中可以看出,HV10 硬度值大多在 200——300 之间,只有在 热影响区个别值超过 300,但都不高于 350,符合规范的要求。同时可以看出各焊接接 头硬度值相对比较均匀,只有在表面层的热影响区硬度值比较高,这是由于热影响区的 晶粒粗大以及焊接完成后表面温度降低较快造成的。
6. 焊接工艺对微观组织的影响
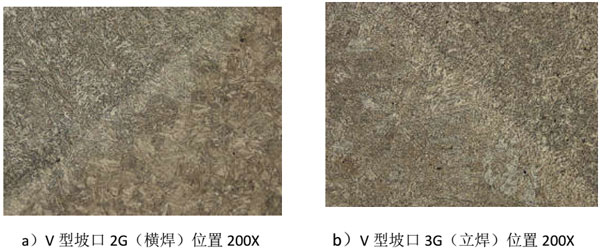
图 5 焊接接头微观组织金相
从不同坡口型式及不同焊接位置的微观组织金相可以看出焊缝组织主要为针状铁素体+珠光体 (呈柱状分布),是焊缝的正常组织,同时由于针状铁素体的存在导致局部应力集中使得焊缝中心冲 击韧性相对较低;而热影响区组织为少量针状铁素体+珠光体,珠光体是碳化物和铁素体的混合物, 珠光体含量高,碳化物含量就相对较高,碳化物会增加材料的强度,但韧性有所下降。
7.断口分析
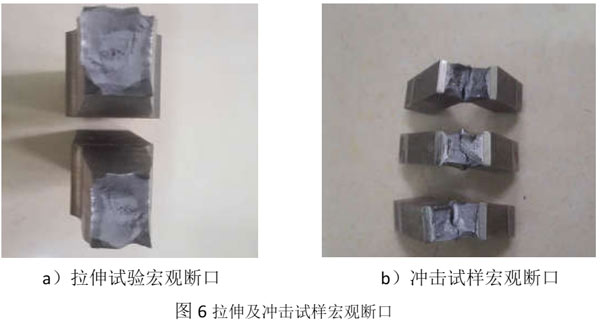
图 6 为拉伸试样与冲击试样宏观断口。
由图 6 a) 拉伸断口表面具有凹凸不平的形貌特征,呈现暗灰色的纤维状,立体感较强。它是在平面应变条件下发生的,断口表面与最大拉应力方向垂直。断口表面没有气孔、夹杂及未焊透等缺陷,很好的保证了焊接接头的抗拉强度。
由 b) 冲击断口的纤维区比较大,几乎占了全部的断口,放射区几乎为零,说明该 焊接工艺下具有良好的塑性。
8. 结论
(1)从宏观断口可以看出,焊接接头塑性较好,无明显的焊接缺陷,有效的保证了其 机械性能。
(2)焊前预热 80℃,药芯焊丝 CO2 气体保护焊焊接 EQ51 钢,可以得到力学性能较好的焊接接头。
(3)EQ51 钢尽管强度等级较高、合金元素含量亦较高,但在合理选用焊接材料,适当进行预热并 控制好焊接规范参数的情况下,可以得到满意的焊接接头,该工艺可以在生产中进行推广应用。
最新项目任务
查看更多-
设备设计 | 招标任务 | 分气缸DN900
已结束 | 查看
推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




