随着压力容器安全技术规范的提高,压力容器生产制造技术的不断完善,特别是筒体多层包扎技术的研究和发展,筒接技术的不断改进,以及液压多层包扎技术的应用,使传统的多节筒体焊接结构工艺已向多层包扎技术与焊接制造工艺相互融合的压力容器生产技术研究与应用方面发展。
文中针对传统多节筒体焊接结构工艺的特点入手,在液压多层包扎技术的基础上,提出了压力容器包扎焊接结构工艺改进的研究课题,包括筒体焊接结构工艺和被焊接筒体与端面封头之间的焊接结构工艺改进,并对改进后的焊接结构工艺进行了应力(强度)和应变(变形)分析 计算和评价。该包扎焊接结构工艺改进方法应用于某压力容器生产企业的容器制造,使该企业所生产的压力容器综合性能和生产效率得到一定的提高,生产制造成本大大降低,获得了较大的经济效益。
1 多节筒体焊接结构工艺的特点
传统的多节筒体焊接结构工艺是将事先生产制造的筒节筒体,包括多层包扎的筒体、封头和球封等,在车削加工筒节焊接剖口,采用筒体焊接结构工艺技术生产压力容器,这种焊接结构工艺方法具有下述特点。
1.1焊接接头设计
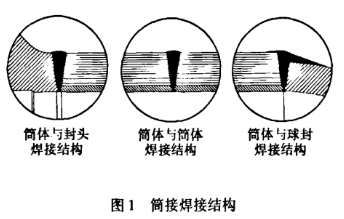
常用的筒接焊接结构如图1所示:
1.2焊接结构与焊接工艺特点
从图1可得出,多节筒体焊接结构具有焊前机械加工焊接结构工序,机械加工工作量较大;焊接剖口深而大,需容纳的焊接填充金属量及焊条消耗量也大;因此无法实施一次焊接成形,需多层次焊接过程才能完成一次筒节的焊接,并且还存在大量的焊接辅助工序;焊接劳动强度大,且焊接工时多,焊接效率低;容易产生焊接应力集中现象和焊接熔池缺陷(夹渣、气孔等),焊后焊缝应进行必要的探伤处理。
1.3对压力容器焊接质量的影响
焊接应力集中现象比较突出,又由于压力容器体积庞大,无法进行去焊接应力处理,因而在焊接区存在一定的焊接应力集中缺陷和焊接熔池缺陷(夹渣、气孔等),影响产品质量。
2 多层包扎技术与焊接过程相互融合的焊接结构制造工艺改进
压力容器液压多层包扎技术与传统的钢丝绳包扎技术相比,除了在筒体包扎过程中个,可形成一定的预紧力,筒体质量有所提高外,还对压力容器生产制造工艺,特别是为包扎制造工艺与焊接制造工艺过程相互融合的实现,形成新的具有一定创新性的压力容器生产制造工艺技术方法创造了条件。
2.1新的压力容器生产制造工艺过程
在基体筒体基础上,采用液压包扎设备,每包扎一层筒体,便在液压包扎力未释放前,进行筒体轴向焊缝和环向(筒接)焊缝的焊接,以及与封头和球封进行环向焊缝的焊接,直到该层包扎达到压力容器设计的长度要求;再包扎焊接下一层筒体时,使容器焊接的轴向焊缝和环向(筒接)焊缝与上一层包扎焊接的焊缝相互错开,即错层焊接生产技术;如此实施包扎-焊接-包扎-...的液压包扎技术与焊接结构工艺技术相互融合的压力容器生产制造技术的应用,直到最后一层包扎筒体生产制造完成为止。
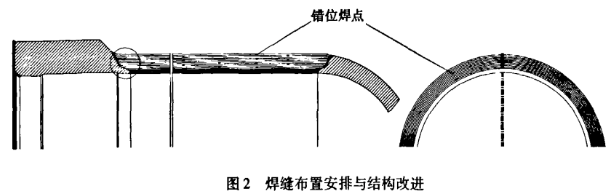
压力容器的焊缝布置安排与结构改进见图2。
2.2焊缝结构改进与布局
各层筒接焊缝采用对接焊缝结构,层间焊缝相互错位布局;每层筒接钢板与封头、球封焊接结构采用V字型焊接结构,并按阶梯形布局,如图2所示。
2.3包扎焊接工艺技术的特点
(1)无大而深焊缝存在,有效地避免了焊接应力集中缺陷的存在,在一定程度上提高了压力容器的生产质量。
(2)焊接熔池体积总量减少(减少70%~80%左右),焊条消耗量和焊接工艺过程消耗显著降低,同时焊接劳动强度、焊接工时也得到了降低。
(3)筒体之间的对接焊缝结构的保障,无焊接前的预机械加工工序,有效的节省了包扎容器材料的消耗(无车削量消耗的存在)和工序间的运输消耗,提高了生产效率、降低了生产制造成本。
(4)包扎过程不受压力容器结构尺寸的限制(长度和直径),拓宽了压力容器的生产制造工艺范围和能力,易于推广应用。
(5)在一定程度上减少了焊缝熔池焊接缺陷的产生,如夹渣、气孔等。
(6)可减少和降低焊后探伤处理的要求和工艺过程,以及成本消耗。
(7)易于保证压力容器实现预紧。
2.4压力容器生产质量的分析计算
由于对焊接筒体与封头、球封的焊接结构进行了较大改进,其焊接部位的强度应力是否达到规定的要求,应用有限元分析计算方法,建立数学模型,在压力容器工况条件下,分析计算其焊接部位的应力应变。下面以DN1000型压力容器为例,有限元分析计算结果见图3,图4。

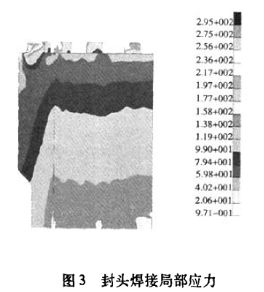
从图3、4中可得出,筒体与端面封头应力在71.1~99.0MPa之间,筒体与球形封头应力在58.1~79.4MPa之间,表明由改进后的焊接结构所生产制造的该压力容器在焊接部位的应力强度,达到了压力容器生产制造HG3129-1998规定的要求,是安全可靠的。
3 包扎焊接结构工艺技术改进的主要特点分析
某高压容器制造企业,采用错层(环向和径向)液压包扎技术与焊接制造工艺工程相互融合的改进压力容器生产制造工艺方法,分别生产制造了DN1000型和DN1200型压力容器各一套。经水压验收试验,检测筒体周长变化量,在31.5MPa工作压力时,周长仅增加1mm;40MPa安全压力时,周长仅增加3mm。与传统技术生产的压力容器水压验收试验周长变化量相比,减少量较大;其验收综合技术指标明显提高,并达到了压力容器生产制造HG3129-1998和ASME压力容器建造规则(ULW-77,ULW-78)的要求。现已交付使用,该包扎焊接结构工艺技术改进具有下述特点。
3.1工艺改进的创新技术
工艺改进的创新技术主要体现在液压包扎技术与焊接工艺技术相互融合所形成的压力容器生产制造新技术,为压力容器生产的技术进步和革新打下了坚实的基础。
3.2压力容器生产质量有所提高
由于焊接工艺结构和工艺过程的改进,压力容器生产制造新技术的应用,避免了大而深的焊缝存在,焊接应力集中现象和焊接熔池缺陷显著降低,产品质量得到了提高。
3.3焊接填充材料(焊条)消耗显著降低
改进后的错层焊接结构与传统筒体焊接结构相比较,焊接填充材料(焊条)的消耗,在筒体焊缝处前者仅占后者的18%,在封头、球封焊缝处前者也仅占后者的23%。因此,焊接填充材料消耗量的降低非常显著。
3.4降低了压力容器材料的消耗和预加工费用
由于改进后的焊接工艺,不需要预先车削加工大而深的焊接剖口,因而无容器钢材料的切削消耗,大大降低了预加工材料消耗和加工费用。
3.5生产效率提高显著,劳动强度降低
由于在筒接焊接前大大减少了预先车削加工大而深的焊接剖口的工序,焊接填充金属材料显著减少,无工序间转运时间,液压包扎工艺的效率高于钢丝绳包扎工艺的效率。因而,压力容器的生产制造效率显著提高;同时,由于焊接工作量的减少,工人的劳动生产强度也得到了降低。
3.6经济效益显著
在焊接工艺结构和焊接工艺过程改进基础上,从液压包扎工艺效率的提高、减少或去除焊前预车削加工大而深的焊接剖口的工序、焊接填充材料消耗和容器钢切削材料消耗的减少、中间辅助工序的降低、压力容器生产制造效率的提高、工人的劳动生产强度的降低等方面来看,压力容器生产制造新技术所带来的降耗、制造成本降低等方面的经济效益非常明显。该企业做过详细的经济效益分析,一年因生产制造成本降低方面所带来的经济效益可达160万元以上。
4 结语
文中提出的液压包扎技术与焊接技术相互融合所形成的压力容器生产制造工艺方法,经过生产制造过程的使用验证,在一定程度上提高了压力容器的生产质量;同时,大大降低了生产原材料的消耗,提高了压力容器的生产效率,降低了工人的劳动强度和生产制造成本,经济效益非常显著。
主要创新点在不同生产制造技术的相互融合所形成的新的生产制造工艺方法的研究和应用。目前该工艺改进方法已在某压力容器生产制造企业推广应用,可供从事压力容器生产制造技术研究和应用的工程技术人员参考。
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




