1 前言
2000年我公司承接了燕化乙烯改扩建工程中的20余台09MnNiDR钢制低温压力容器(壁厚6~40mm)的制造任务。由于这关系到乙烯改扩建工程的质量和进度,故对09MnNiDR进行了较多项目的焊接工艺评定试验。
2 09MnNiDR焊接工艺的确定
09MnNiDR的焊接难点是熔合区和焊缝这两个部位的韧性差,这在我厂以前做的工艺试验中得到证实。
我厂从1997年开始对09MnNiDR进行了近两年的工艺评定试验, 分别进行了手工焊(选用W707A焊条)和自动焊(采用H10Mn2焊丝,分别配SJ101、SJ102、YD507A等焊剂),做了大量试验,但焊接接头(焊缝或热影响区)的低温冲击总是达不到要求。虽然选择了不同厂家的焊条或焊丝、焊剂重新进行了试验,其焊缝及热影响区进行-55℃的低温韧性仍然不能都合格。
这次我厂承接的09MnNiDR钢制低温产品的设计温度为-45℃, 且要求产品试板的焊缝金属及热影响区进行-55℃夏比(X型缺口)冲击试验,其三试样平均值AKV≥31J(小试样AKV≥16J)。由于此批设备数量大,工期紧,我们选择了镍含量较高的2.5Ni及3.5Ni焊接材料进行工艺评定。试验采用的焊材是:
(1) 奥地利出产的2.5Ni焊材:手工焊为Fox2.5Ni;自动焊为焊丝2.0Ni-UP, 焊剂BB25;氩弧焊为2.5Ni-IG。
(2) 日本神钢3.5Ni焊材:手工焊为NB-3N;自动焊为焊丝US-203E,焊剂PFH-203;氩弧焊为TGS-3N。
在选定焊材后,考虑到低温钢焊接的特点,采取了以下措施:
(1) 严格控制焊接线能量,最大限度地减少过热,焊接时尽量采用快速多道焊以减少过热。并利用后一道对前一道焊的热作用,以利于达到细化晶粒的效果。施焊时还应严格控制层间温度小100℃,并尽可能不连续施焊。
(2) 为增加焊道数目,适当加大坡口角度。
(3) 为减少过热,限制线能量,规定板厚小于16mm不采用自动焊。并严格限制焊材规格,尽量选用ø3.2mm、ø4mm的焊条(焊丝)。
(4) 严格控制焊道厚度,工艺中规定:GTAW≤2mm;SMAW≤3mm;SAW≤4mm。
确定焊接工艺后,对09MnNiDR材料进行了系列评定。
3 09MnNiDR工艺评定试验
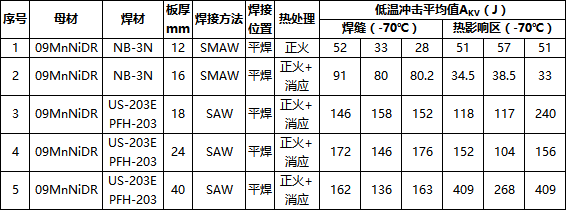
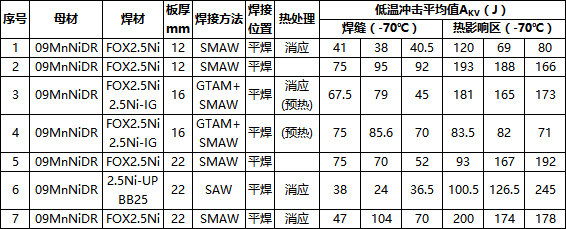
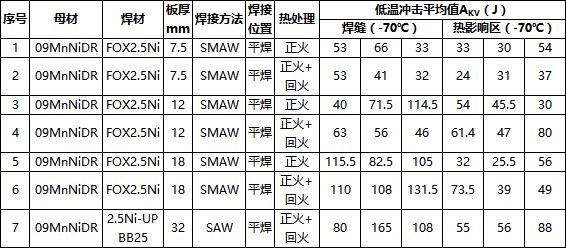
在制定了一整套工艺方案后, 按工艺评定范围并结合我厂情况进行评定,评定标准为渐变708-92,评定结果见表1~4。
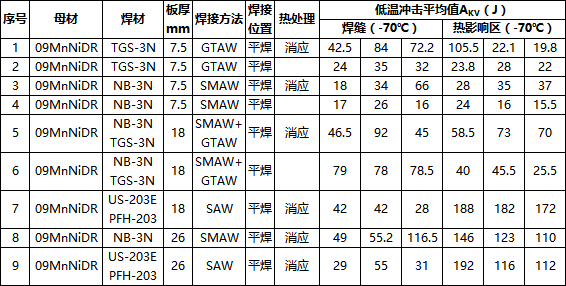
通过以上试验,将问题和经验归纳如下:
(1) 用2.5Ni、3.5Ni焊材焊接09MnNiDR,无论手工、自动、氩弧焊都是可行的。其焊接接头的拉伸、面弯、背弯(或侧弯)及焊缝热影响区的低温冲击(分别做了-55℃、-70℃两组)都合格。但3.5Ni焊材焊接时飞溅较为严重,2.5Ni焊材的工艺性能优于3.5Ni焊材。
(2) 09MnNiDR的焊后热处理温度对低温冲击有很大影响,几组对比试验证明:09MnNiDR的焊后热处理的最适宜温度为560℃~580℃。
(3) 在封头拼缝的工艺评定中,热处理问题尤为突出。我们先按正常的正火加消应处理试验,其低温冲击均不合格。通过几组试验确定将封头加热到950℃压制成型后大约710℃,再加热到910℃正火,然后630℃~640℃回火处理,最后做560℃+20℃的消应处理,这样封头拼缝的工艺评定全部合格。
(4) 低温钢一般不需预热,但这批容器在12月份制作,环境温度已低于0℃, 当环境温度低于0℃时,板厚≥18mm的09MnNiDR适当预热(预热温度为50℃~100℃,有利于提高焊缝的冲击性能。
4 结论
(1) 采用2.5Ni、3.5Ni焊材焊接09MnNiDR钢,其低温冲击性能良好。其焊接接头-70℃、-55℃冲击功均合格。
(2) 09MnNiDR的焊后热处理温度对焊缝低温韧性有明显影响,应严格控制焊后热处理参数,特别是热成型后封头的热处理规范。
(3) 采用2.5Ni、3.5Ni焊材焊接09MnNiDR的焊接工艺性及焊接接头低温冲击均能满足要求,但用2.5Ni焊材更优越。
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




