摘要:本文采用最大功率 500 W 光纤激光器分别在不同气压的高纯 N2、高纯 Ar 及 N2/Ar 混合气体保护条件下,对厚 度为 2 mm 的奥氏体 304 不锈钢薄板进行焊接。分别研究保护气体压力、气体类型和混合比例对焊缝形貌及力学性能的影响。研究结果表明:(1)保护气体的压力越大,焊缝的熔深越大。焊缝无咬边等缺陷,保护气体压力对焊缝强度、硬度无明显影响(2)N2 和 Ar 的电离电压相差不大,N2 的热导率大于 Ar,因此二者产生的等离子体的难易程度 相似,但 N2 的等离子体比 Ar 的等离子体更难以维持,因此 N2 作为保护气体时得到焊缝的熔深更大。(3)使用 N2/Ar混合气体作为保护气体时,N2 在保护气体中所占气体压力比例越大,焊缝的熔深越大。使用不同比例的保护气体, 焊缝均呈现出激光深熔焊典型的“丁”字形。(4)保护气体类型及比例对焊缝的强度和硬度没有显著影响,焊缝的强度和硬度大于母材。
0 序言
当激光功率密度超过 106 W/cm2 时,激光照射的金属材料表面吸收激光的能量,当金属材料表 面温度达到沸点时,金属强烈气化,产生金属蒸气,形成金属蒸汽云。蒸气中的起始自由电子通过 反韧致辐射吸收激光能量而被加速,直至有足够的能量碰撞电离材料和周围气体,使电子密度雪崩 地增长而形成等离子体,这种等离子体被称为光致等离子体。由于光致等离子体会吸收激光的一部 分能量,同时还会折射激光,使激光的能量不能直接传输到被焊金属材料表面,降低金属材料表面 的激光功率密度,从而进一步影响熔深的大小、气孔的形成和焊缝的成分组织,甚至会产生严重的 焊接缺陷[1]。
为了解决光致等离子体对焊缝的影响的问题,在激光焊接中通常使用高速喷嘴向焊件喷送保护 气体,用大的气体流量将光致等离子体吹开。肖世荣等研究了 He、Ar、N2 和 CO2 四种不同的辅助气 体对 CO2 激光焊接光致等离子体屏蔽的影响,研究发现等离子体屏蔽临界功率密度由小到大的排列 顺序为:Ar→N2→CO2→He[1]。王振家等研究了侧吹角度、侧吹流量和侧吹气喷送距离对熔深的影响, 研究发现熔深随侧吹氩气流量的增大而增大,但熔深随侧吹氩气流量的变化存在阈值,该阈值不大于600 L/h[2]。张林杰等研究了顶吹气流和侧吹气流的合流角、喷嘴高度和流速变化对薄板激光焊焊缝 成形的影响,研究发现当侧吹气体流速增大时,焊缝的熔透率增大,焊缝背面熔宽增大,焊缝正面 熔宽减小[3]。唐霞辉等人研究了气体流量、气体种类、喷嘴角度、喷嘴高度的影响,研究发现当辅 助气体流量较小时,焊缝为“酒杯”状,深宽比很小,当辅助气体流量较大时,等离子体可被有效控 制从而获得最佳焊缝。[4]。Sathiya 等使用 He、Ar、N2 和 O2 四种气体进行不同的比例混合,研究其 对焊接接头的拉伸性能、冲击韧性和硬度的影响,研究发现焊缝的硬度和强度均大于母材,当使用 的保护气体中存在 N2 时,焊缝硬度变大,冲击韧性变小[5]。李耿等研究了三种气体对熔深的影响, 以及不同比例混合的 Ar/He 混合气体对熔深的影响,研究发现使用不同类型的保护气体时,焊缝熔 深按照 He>N2>Ar 的顺序排列,He 混合气体中 He 含量越高或者保护气体的总流量值越大时,熔深也 相应增大[6]。
光纤激光器是目前正在快速发展和普及的一种先进激光器。光纤激光器是采用光纤作为激光介 质的固体激光器,其波长约 1.06 μm,远小于 CO2 激光器 10.6 μm 的波长。材料对不同波长的激光吸 收比例不同,因此光纤激光器和 CO2 激光器的焊接效果并不完全相同。光纤激光器的衰减度约为 10 dB/km,比固体激光器少几个数量级。相比前人的研究中大多使用大功率的 CO2 激光器进行焊接,但 是研究光纤激光焊接保护气体的并不多,因此研究保护气体在光纤激光焊中作用是十分有必要的。
1 实验材料与方法
1.1 试验材料
激光焊接试验所用的材料为厚度 2 mm 的奥氏体 304 不锈钢薄板,试样尺寸为 110×150 mm。其 具体化学成分和力学性能如表 1 和表 2 所示。

在激光焊接中,要想出现光致等离子体对激光的屏蔽现象,焊件表面的光致等离子体必须维持 足够的高度。激光焊接产生光致等离子体后,其与外界会有能量的损失,主要会有热传导和热辐射 的能量损失,要想维持一定的高度就必须满足光致等离子体的维持条件。如果光致等离子体的高度 正好维持激光输入的能量与光致等离子体损失的能量平衡,此时就是正好满足光致等离子体的维持 条件[8]。如果只考虑光致等离子体热传导和热辐射的能量损失,光致等离子体的维持条件可由方程 式(1)表示
式中,r 为距等离子体中心的径向距离,λ 为热传导率,T 为温度,H 为热辐射功率密度,T 为等 离子体对入射激光的吸收率,I 为激光功率密度。以上所有参数在激光光斑半径 rF 范围内取平均值, 则方程式(1)可改写为

式中代表热辐射功率密度平均值,Im 代表光致等离子体的维持阈值。从方程式(2)可以看出, 光致等离子体的维持阈值与保护气体的热传导性即导热性有关,保护气体的导热性越好,热传导的 能量损失越大,光致等离子体的维持阈值也就越高,这就意味着光致等离子体的高度越低。而在相 同条件下光致等离子体的高度越低,越不易出现光致等离子体的屏蔽激光的现象。当保护气体为分 子气体(如 N2)时,这些气体分子激光的高功率密度下将发生分子分解而产生光致等离子体,因此 光致等离子体吸收的能量还必须用来补偿气体分子分解的能量损失,从而使光致等离子体的维持阈 值提高。由于 N2 属于分子气体,因此 N2 的光致等离子体的维持阈值高于 Ar 的光致等离子体的维持 阈值,所以在相同气压下使用 N2 作为保护气体比 Ar 的熔深要大。
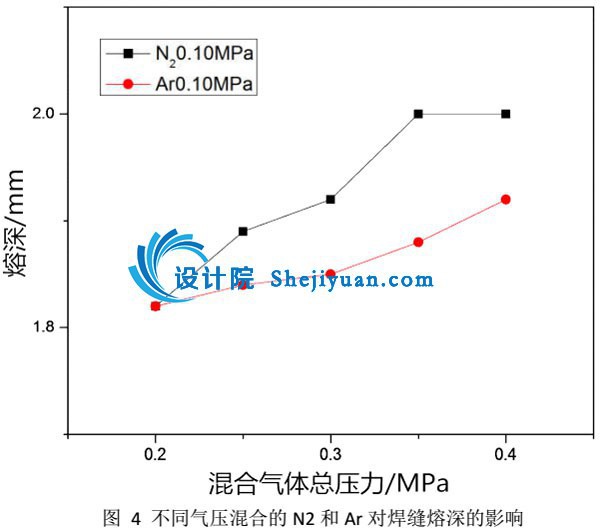
混合气体九组试验对应的熔深如图 4 所示。从图中可以看出焊缝的熔深随着混合气体压力的增 大而增大;此外,当混合气体压力相同时,N2 所占的气体压力比例越大,焊缝的熔深越大。这与单 一种类气体作为保护气体的原理相同,气体压力大,气体流量就大,大流量的保护气体去除了熔池 上方的一部分光致等离子体,减轻了光致等离子体的屏蔽作用,因此熔深增大。N2 的等离子体的维 持阈值高于 Ar 的等离子体的维持阈值,所以在 N2/Ar 混合气体中 N2 的比例越大,熔深越大。
2.2保护气体对拉伸性能的影响
保护气体压力与抗拉强度的关系如图 5 所示,可以看出焊件的抗拉强度随着气体压力的增大而 增大;使用 N2 作为保护气体比使用 Ar 的焊件的抗拉强度大;混合气体中 N2 的气体压力比例越大, 焊件的抗拉强度越大。
2.3 保护气体对焊缝硬度的影响
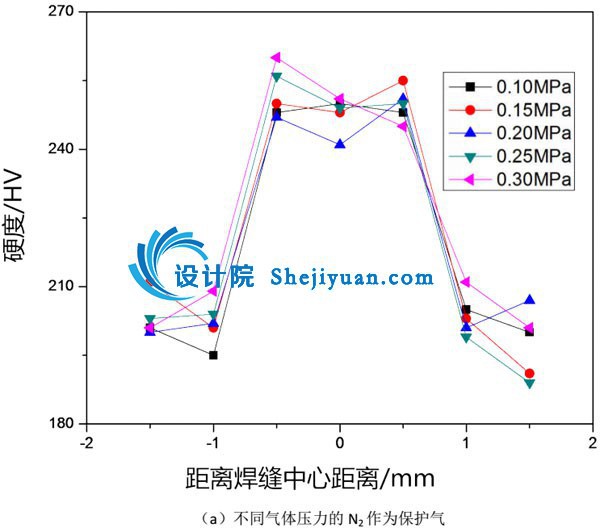
使用不同气体压力的 N2 作为保护气体的焊件显微硬度如图 7(a)、(b)所示,从图中可以看出 保护气体的压力和类型对焊缝的硬度没有影响;无论使用何种保护气体,焊缝的硬度大于母材的硬度。
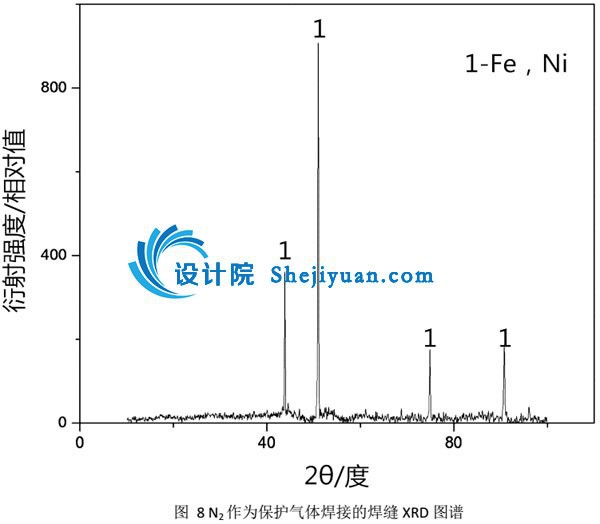
氮气是一种分子气体,它不会与不锈钢发生化学反应,但氮气容易和空气中的氧气化合成为一 氧化氮(NO)而进入熔池中,使焊缝金属变脆。保护气体对焊缝的硬度没有显著影响可能是因为 N2 没有进入熔池。图 8 是使用 N2 作为保护气体焊接的焊缝的 XRD 衍射图谱。通过 MDI Jade 软件分 析,焊缝中没有氮的化合物,焊缝物质为铁镍合金。由于 N2 没有进入焊缝中,保护气体对焊缝的硬 度没有明显影响。
3 结论
(1)保护气体的压力越大,焊缝的熔深越大。
(2)使用 N2 作为保护气体比使用 Ar 时等到的焊缝熔深大。
(3)使用 N2/Ar 混合气体作为保护气体时,N2 在保护气体中所占气体压力比例越大,焊缝的熔深越 大。 (4)保护气体类型及比例对焊缝的强度和硬度没有显著影响,焊缝的强度和硬度大于母材。
参考文献:
[1]肖荣诗,梅汉华,左铁钏.辅助气体对 CO2 激光焊接光致等离子体屏蔽的影响[J].中国激光,1998(11):10451050
[2]王振家,苏严,陈武柱.激光焊接侧吹工艺的研究[J].热加工工艺,2004(6):49‐50
[3]张林杰,张建勋,王蕊,巩水利.侧吹气体对不锈钢薄板激光焊接焊缝成形的影响[J].稀有金属材料与工程,2006(8):39‐43
[4]唐霞辉,朱海红,朱国富,李适民.CO2 激光深熔焊接光致等离子体吸收及其控制[J].中国机械工 程,2000(7):741‐744
[5]P.Sathiya,Mahendra Kumar Mishra,R.Soundararajan,B.Shanmugarajan.Shielding gas effect on weld characteristics in arc‐augmented laser welding process of super austenitic stainless steel[J].Optics&Laser Technology,2013:46‐55
[6]李耿,张林,高明,曾晓燕. 保护气体对不锈钢光纤激光焊接的影响. 金属铸锻焊技术[J].2011(12):126‐129
[7]江利,张太超,崔永丽.现代金属材料及应用[M].徐州:中国矿业大学出版社,2009(10):170
[8]Zuo T. C.,Xiao R. S. ,Volz R..The Behavior of Laser Induced Plasma of High Power CO2 Laser Welding of Aluminium Alloy.In:Geiger M.,eds:Key Technology Laser: Challenge for the Factory 2000,Proc.of 12th Inter. Cong.(LASER’ 95).Bamberg: Meisenbach.1995.380‐381
[9]Fowler M. C.,Smith D. C..Ignition and maintenance of subsonic plasma waves in atmospheric pressure air by cw CO2 laser radiation and their effect on laser beam propagatio n[J].Appl.Phys.,1975,46(1):138‐150
[10]张林杰, 张建勋, 王蕊. 侧吹气体对不锈钢薄板 CO2 激光焊接过程的影响. 应用激光(J),2005(4):217‐221
[11]沈承金,王晓虹,冯培忠.材料热处理与表面工程.徐州:中国矿业大学出版社(M),2011,18
[12]陈庆雷.SUS301L 奥氏体不锈钢激光焊接头组织与力学性能的硏究[硕士学位论文].长春:吉林大学,2012
[13]毛楠.316L 不锈钢焊焊接接头的组织和力学性能研究[硕士学位论文].哈尔滨:哈尔滨工业大学,2012
[14]刘键, 石岩, 刘佳, 张宏. 保护气体对奥氏体不锈钢激光焊接的影响. 激光与光电子学进展(J),2014(2):1‐6
[15]Yu Fan.Mechanical Properties of Leaser Beam Welded Ti6Al4V[Doctoral Dissertation].Nottingham:The University of Nottingham,2010
[16]耿平, 杨玉玲, 张多.18—8 型奥氏体不锈钢低功率 Nd :YAG 激光焊接研究. 激光与红外(J),2007(1):34‐36
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




