论双相钢2205的stellite6钴基耐磨热丝TIG堆焊
摘要:本文主要阐述了在通过热丝TIG自动焊进行2205双相钢的钴基合金stellite6耐磨复层堆焊时,预热及预热温度对复层材料表面成型及裂纹的影响。通过试验研究发现,无预热时因堆焊复层熔敷金属流动性较差致使焊缝成型整体较差,且第二层焊接时PT显示有明显的微裂纹;当进行350℃预热时,熔敷金属流动性明显提高且并焊缝成型非常美观,但第二层焊接过程中通过热电偶在管道端面控温的温度梯度线发现在200℃以下时出现明显的开裂,但温度200℃以上时,裂纹消失,直至管道全部焊接完毕,未发现任何裂纹,且宏观显示熔合良好,并通过硬度检测发现第一层及第二层的HRC均达42以上,满足耐磨堆焊复层材料最低HRC35的要求。
一、前言
钴基合金时一种抗高温腐蚀的耐磨材料,在原油开采方面管道介质主要系固、液、气三相混合 物,并经过阀门进行固、液、气三相的分离,尤其在深海开采,双相钢、镍基合金应用广泛,因此 对于阀门的阀体及阀芯,其抗腐蚀及耐磨性能充分影响着管道及其组成件的使用寿命,因此对于双 相钢 2205 的钴基堆焊试验研究有着显著的意义。
Stellite6 中含有较高的合金元素比例,其中较高的碳含量及钨含量,在焊接冶金时能够生成硬度 质点较高的碳化钨,从而达到较高的耐磨性,进而在原油开采中能够保证阀门阀体与阀芯之间不受 磨损,从而保证其较长的使用寿命,并其中含有达 28%的铬,确保了熔敷金属的耐蚀性。
二、常见钴基合金堆焊方法
由于钴基合金较高的硬度,难以通过拉拔形成盘状的实芯焊丝,当前就焊接材料而言,主要有 钴基合金焊条、钴基合金焊棒、钴基合金冶金粉末、钴基合金药芯焊丝等。因此常见的焊接方法主 要系手工焊条电弧焊、熔化极气体保护焊、等离子钴基合金棒材焊接、等离子冶金粉末喷涂焊接、 激光冶金粉末喷涂焊接等。
三、全自动热丝TIG钴基合金堆焊方法及其优缺点
相比其他焊接方法,全自动热丝 TIG 钴基合金堆焊是通过采用焊丝预热方式下利用钴基药芯焊 丝完成 TIG 自动堆焊。其主要优势在于:
1) 焊接全位置化覆盖:可以利用焊枪旋转或工件转动实现全位置焊接,不受粉末冶金喷涂时 平焊位置的局限;
2) 产品覆盖范围广:由于 TIG 焊时,焊枪可以伸到工件内部并实现自动化焊接,因此不受如 激光焊、等离子弧焊时的焊枪工作空间局限影响,因此对于阀门内部和其他通道内部的焊 接有着很高的优势;
3) 热裂纹敏感性低:因 TIG 焊时,热输入较低,进而实现焊接熔池冷却时较高的过冷度,从 而保证金属结晶时低熔点共晶较短的液态薄膜停留时间,有效避免结晶裂纹的产生;
4) 焊接应力低:因焊接时,焊丝的预热作用及 TIG 自动焊时的脉冲效果,在低热输入下,表 现出较低的焊接应力,因此对钴基合金延迟低塑裂纹的避免有着较高的意义;
另外,相对于熔化极焊、等离子弧焊、激光焊而言,其亦表现出一定的缺点:
1) 钨极烧损严重:因系钴基合金仅为药芯焊丝,因此在焊接过程中飞溅的产生极易喷射到钨极表面,甚至端部,进而增大电弧放电致钨极迅速烧损;
2) 焊缝成型差:虽 TIG 焊时较低的焊接热输入对热裂纹避免有较高好处,但因钴基合金 TIG 焊接时熔池打开困难,使得焊缝成型较差;
3) 焊接成本高:相比等离子及激光焊钴基合金冶金粉末喷涂而言,钴基合金 TIG 焊的效率较 低,生产成本明显提高。
四、全自动热丝TIG钴基合金堆焊试验思路
鉴于以上热丝 TIG 钴基合金堆焊时的优缺点,同时结合 2205 双相钢较低的导热系数及较高的膨 胀系数,而钴基合金线膨胀系数较小,尤其当温度较低时材料的拘束度较大,因此很难实现应力载 荷下熔敷金属较大的弹塑性应变等考虑,本次试验分无预热方式及温度递增预热方式两种进行试验 研究。
1、 试验材料
本次试验采用 2205 双相钢及 stellite6 钴基药芯焊丝,其化学成分见表1。

2、 试验方法
试验共分 A、B 两项进行,焊接参数详细见表 2,A 项试验母材采用 200×150×20 的 2205 双相钢 板材,B 项试验采用 DN200×150 的 2205 双相钢管材。

五、全自动热丝TIG钴基合金堆焊试验结果
1、A 项试验结果
1、A 项试验结果
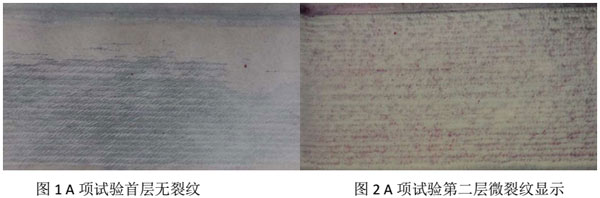
第一层焊接结束后,发现两项试验 PT 检测皆未出现任何裂纹,见图 1。但第二层焊接结束后, A 项试验熔敷金属表面有着明显的微裂纹,见图 2,且整个焊缝表面成型较差。
2、B 项试验结果
2.1 焊缝成型
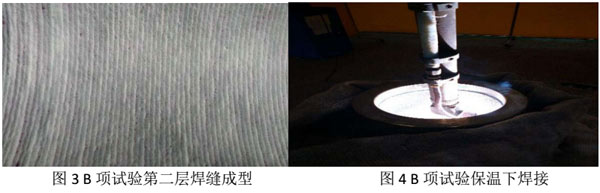
B 项试验采用炉内整体预热方式,并在焊接过程中在 2205 双相钢管道外侧用保温棉进行保温, 并利用热电偶每 4 分钟记录一次上侧管道端口的温度,并第一层焊接结束后进行 350℃,1h 的炉内 后热处理,试验发现第一层及第二层焊接时焊缝表面成型相比 A 项无预热方式试验时明显改观,第 二层焊缝成型详细见图 3,焊接时保温状态详细见图 4。
2.2 端口温度变化
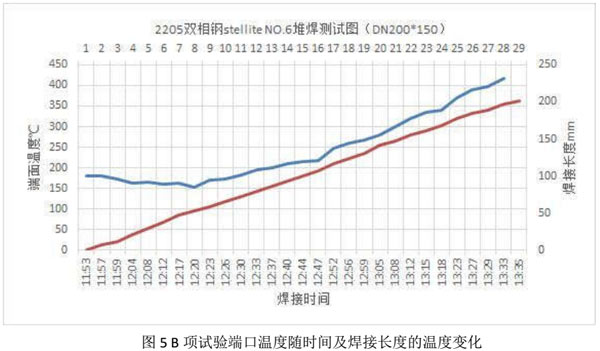
端口温度随焊接时间及焊接高度上升的变化曲线详细见图 5,由图可见,在第二层焊接前继续进行 350℃的炉内预热处理,但在出炉后在焊接工位装配约 10 分钟过程中,发现温度下降较为明显, 待实际开始焊接时,其表面端口温度仅为 180℃,并在随后的焊接过程中随着焊接高度的增加,及 不断的焊接热输入,表面端口温度呈先缓慢下降,后逐渐上升直至焊接完成时,端口温度达 420℃。
2.3 焊接裂纹
第二层焊接过程中,当管道长度方向焊接近 30mm 时,听到明显的焊缝脆断声,此时测得端口 温度为 167℃,并 PT 检测显示裂纹为半个圆周方向横向开裂,未开裂半圆周及横向开裂半圆周分别 见图 6、图 7 所示。
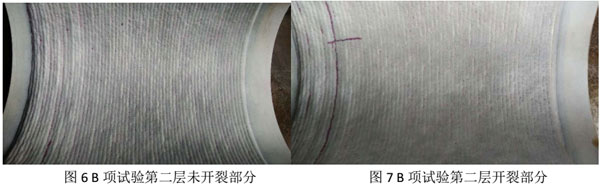
由图 7 可知,在焊缝圆周方向瞬间横向开裂瞬间,亦形成一纵向裂纹源,并在随后的焊接过程 中伴随应力的释放而向上延伸,结合图 5 可知在端口温度持续上升至约 180℃时,裂纹扩展停止直 至焊接完成,并再未产生任何裂纹。
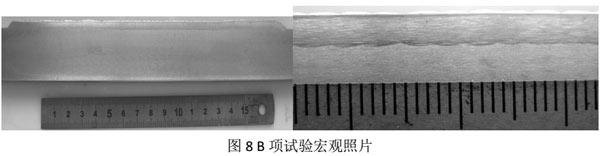
2.4 宏观检验
焊缝剖面试样截取,并经砂纸磨抛后用 ASME‐IX QW‐470 标准中推荐化学试剂浸蚀法显示其低倍 形貌,目视观察,试验结果按 ASME IX QW‐183 标准进行观察评定,试样检验结果表明焊缝金属和热影响区的横断面完全熔合,并无裂纹,见图 8。
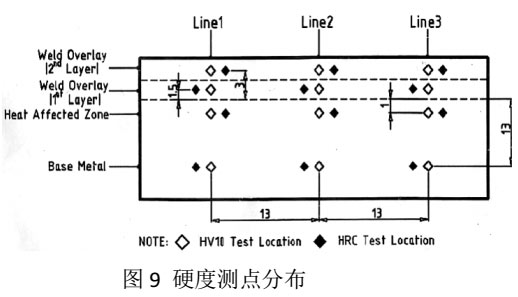
2.5 硬度检测
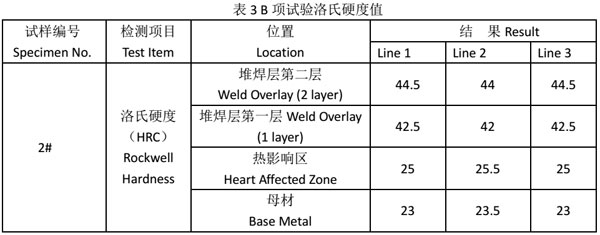
按照 ASTM E18‐2 的洛氏硬度检验方法,按图 9 及图 10 分别测得母材、热影响区、堆焊一层、 堆焊二层的硬度结果详细见表 3。
六、结论
1、试验证明了双相钢 2205 进行一层 stellite6 焊接时,无预热及进行 350℃的预热皆能保证熔敷金属 无裂纹产生,但无预热时,因焊接熔池的流动性差而使得焊缝表面成型较差,而当进行 350℃预热 时,焊接熔池的流动性得以改善,焊缝最终成型较为美观;
2、无预热时,焊缝表面微裂纹明显,难以实现多层焊道的质量;
3、进行 350℃的炉内预热,出炉后在工件焊接装配过程中温度下降较为明显,并在 200℃以下有着 较高低塑应力开裂风险;
4、200℃以上时,未见焊接裂纹的产生,即对于双相钢 2205 材料进行热丝 TIG 钴基合金全自动堆焊 预热温度宜 200℃以上,并焊接过程中宜通过电加热等持续方式加热保温以实现温度的控制,即最 终可以得到合格的堆焊复层;
5、采用热丝 TIG 进行双相钢 2205 的 stellite6 钴基合金堆焊时,可以实现堆焊层与母材较好的熔合; 6、采用热丝 TIG 进行双相钢 2205 的 stellite6 钴基合金堆焊时,可以保证第二层及第一层最低 HRC35 的要求,耐磨复层的有效厚度较高。
参考文献
王庆田,秦山核电二期扩建工程反应堆堆内构件钴基合金堆焊工艺改进,《电焊机》1001‐2303(2010) 02‐0042‐05
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




