激光和感应重熔对奥氏体不锈钢堆焊层组织及耐腐蚀性的影响
摘要:本文利用带极电渣堆焊在板厚为 10mm 的母材 Q235 上进行奥氏体不锈钢堆焊试验,用感应加热和激光重熔对试样进行表面处理。结果表明表面热处理对堆焊层显微组织有较大影响,其中,感应加热热处理后的组织晶粒变小,激光表面重熔后显微组织呈柱状枝晶奥氏体+网状 δ 铁素体,奥氏体晶粒极为细小。堆焊层金属的显微硬度测试表明,感应加热处理后堆焊层显微硬度达到 433.38HV,较焊态堆焊层组织有了较大的提高,各参数下激光重熔试样显微硬度差异较大。对各试样进行了电化学实验,由极化曲线及其特征值可知,在 9.8%H2SO4 溶液中,表面热处理后的堆焊 层金属耐腐蚀性较焊态要好。
引言
腐蚀是现代工业中一种极为重要和极具危害性的破坏因素,它给国民经济带来的损失是巨大的。 与碳钢相比,不锈钢具有成本高、生产技术和工艺复杂、投资大等特点,因此采用堆焊技术在价格 低廉的低碳钢或低合金钢上熔敷耐腐蚀合金,即可避免工件整体使用昂贵的高合金材料,又使其具 有一定的抗腐蚀性能,从而大大节约资源、降低成本。研究表明,堆焊后的金属层具有较好的强度 及耐腐蚀性[1],但同时也存在一些缺陷和不足,因此对堆焊层进行表面热处理及其它特殊表面处理 对于提高堆焊层强度及耐腐蚀性等方面具有重要意义[2]‐[5]。
本文对自制奥氏体不锈钢堆焊层表面进行了感应加热及激光重熔,分析了处理后堆焊层金属表 面的组织、强度及耐腐蚀性能。
1 试验方法
1.1 试验材料
焊接采用带极电渣堆焊,堆焊试板选用尺寸为 400mm×200mm×10mm 的 Q235 低碳钢,焊带选用尺 寸为 25mm×0.4mm 的奥氏体不锈钢带,焊速为 8m/h,其堆焊层化学成分如表 1 所示。试样的截取 如图 1 所示,单位为 mm,其中,焊态试样 1 个,编号为 1‐1,感应加热试样 1 个,编号为 2‐1,激 光重熔试样 4 个,编号分别为 3‐1、3‐2、3‐3、3‐4。


.2 试验方法
1.2.1 感应加热工艺
用砂轮机将试样从顶部刨去,打平,随后采用 GJ‐BFY‐50 型新型全固态感应加热设备对试样进行 感应加热,振荡频率为 20‐40kHz,设置加热功率为。加热后立即放人冷水中进行淬火。
1.2.2 激光重熔工艺
用砂轮机将试样从顶部刨去,打平,采用 HAN′S‐LASER YAG W200A 激光焊接机对试样盖面进行多 道扫描,扫描过程采用氩气保护,光斑直径为,扫描速度为,其他参数如表 2。
1.2.3 电化学腐蚀试验
堆焊层金属的电化学腐蚀试样如图 1 所示制取。在堆焊层的中部位置处,从表面刨去 3mm,采 用线切割方法截取 10mm×10mm×3mm 试样,在试样背面锡焊铜导线,使用环氧树脂进行镶样,并 对试样的试验表面进行打磨和抛光。
选用 PS‐268A 型电化学测量仪进行试验,电极采用参比甘汞电极、辅助铂电极和工作电极构成 的三电极体系。试验在室温下进行,腐蚀液选用质量分数为 9.8%H2SO4 溶液。采样周期为 1s,以 60mV/min 的速度进行扫描,对电流和电位进行采集,通过数据处理得到工作电极的极化曲线。
2 实验结果与讨论
2.1 显微组织分析
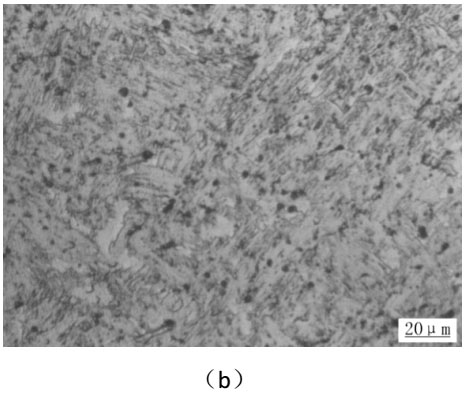
对不同热处理下的带极电渣堆焊试样进行打磨抛光,采用王水(浓硝酸和浓盐酸,体积比 1:3) 进行腐蚀,腐蚀时间为 3‐8s,然后通过光学显微镜进行显微金相观察,如图 2 所示。结果表明:堆 焊层金属组织为奥氏体+少量 δ 铁素体,且 δ 铁素体呈骨架状,如图 2(a)。感应加热后组织中 δ 铁素体不再呈规则骨架状,而是呈絮状不均匀分布,如图 2(b),原因是感应加热速度较快,组织不 完全分解,快速淬火使得分解了的组织来不及分配完全就重新凝固,导致部分残留 δ 铁素体呈不连 续点状分布于原晶界处,分解了的 δ 铁素体原骨架状结构,使其呈不均匀絮状分布。激光重熔后组 织如图 2(c)所示,观察可以发现,晶粒明显变细,没有马氏体相产生,细小的 δ 铁素体呈网状分 布,形成 γ‐和 δ‐Fe 双相结构。重熔后的组织为晶粒位向不完全一致的柱状晶,原因是重熔区域原存 在的晶粒晶界阻碍亚晶粒的生长,使亚晶粒从晶界处按不同方向重新生长[6],故同一晶粒内的亚晶 粒位向分布一致,而不同晶粒内的亚晶粒位向分布不完全一致,如图 3 所示。
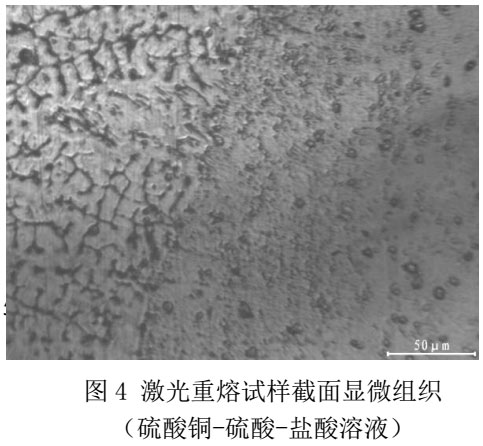
为更全面观察重熔层组织,将试样截面进行打磨、抛光、腐蚀,观察得到如图 4 所示组织,可以发 现晶粒从基体向外生长,且产生分布较为均匀的析出相。由于激光重熔是以点的形式进行,所以一 个熔池中存在温度梯度,中心温度高,边缘温度低,晶粒从熔池边缘开始形核,向中心生长,且中 心位置晶粒较边缘细小[7]。
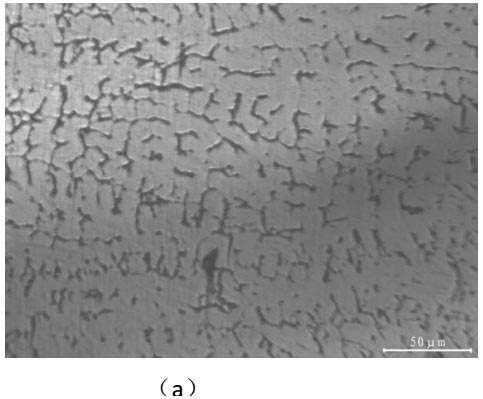
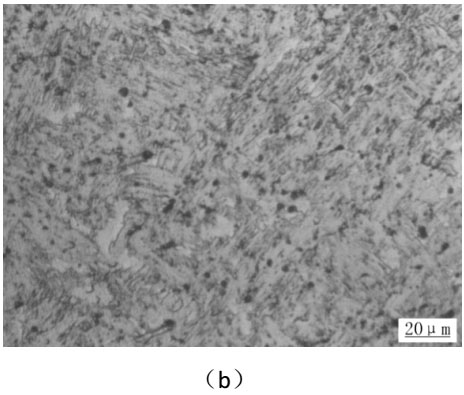
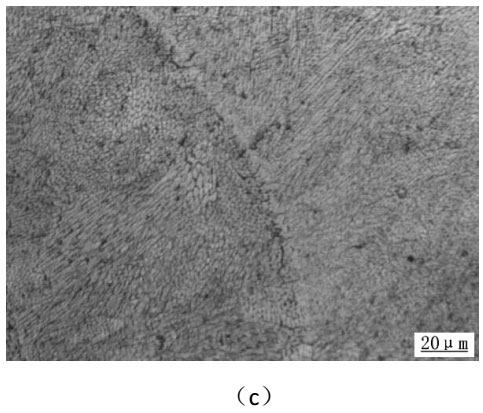
(a)焊态(b)感应加热(c)激光种熔
图2堆焊层金属显微组(王水)

2.2 显微硬度分析
采用 HXD—1000TC 显微硬度计对后热带极电渣堆焊层金属进行硬度测试,显微硬度测试结果如 图 4 所示。图中焊态堆焊层金属的平均硬度为 231.0HV,正负波动为‐5.46%——4.12%;感应加热后的堆 焊层金属硬度的平均值为 433.38HV,正负波动为‐3.25%——2.17%;激光重熔后各个堆焊层金属试样硬 度平均值相差较大,但大部分重熔试样相较于焊态试样明显提高。这表明热处理堆焊层金属的显微 硬度比焊态要高。对于感应加热试样,由于淬火时,试样表层产生较大的压应力,同时产生较为细 小的奥氏体晶粒,使得试样表层硬度大幅度提高。而激光重熔试样由于其较快的加热和冷却速度, 相当于对重熔层进行了淬火,使得重熔层金属的硬度显著提高。

2.3 电化学腐蚀试验结果与分析
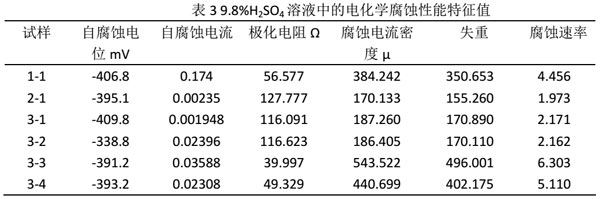
质量分数为 9.8%H2SO4 溶液中,各堆焊层金属试样电化学腐蚀的极化曲线如图 6 所示,其性能 特征值如表 3 所示。自腐蚀电位和自腐蚀电流是判断试样在活化阶段耐腐蚀性能的依据。由表 3 可 看出,表面热处理后堆焊层金属的自腐蚀电位普遍低于焊态堆焊层金属;表面热处理后堆焊层金属 的自腐蚀电流远小于焊态堆焊层金属。说明在活化阶段,表面热处理后的堆焊层金属耐腐蚀性较焊 态要好。由图 6 可以看出,激光重熔后的试样较早进入钝化区,钝化区较宽,而感应加热试样钝化 区宽度与焊态试样差别不大。这说明激光重熔后的堆焊层金属组织较容易形成钝化膜,阻碍腐蚀的 进行,使其不易腐蚀。因此总体上来说,采用感应加热处理和激光重熔技术得到的堆焊层金属,其 耐蚀性能有所提高。分析可知,经感应加热表面热处理后,堆焊层金属中的碳化物分解后重组,使 碳与其他元素形成固溶体,防止铬的碳化物在晶界析出而形成“贫铬层”,从而提高其电化学耐腐蚀 性能[8]。而激光重熔后的堆焊层金属晶粒细小,易形成致密的钝化膜,从而提高其耐腐蚀性能。

3 结论
(1)通过对堆焊层金属显微组织的观察发现,感应加热处理后的组织晶粒变小,δ‐Fe 呈不均匀 絮状分布,激光重熔后组织变细小,δ‐Fe 呈网状分布;
(2)通过对堆焊层金属的显微硬度测试得知,感应加热处理后堆焊层显微硬度有了较大的提高, 各参数下激光重熔试样显微硬度差异较大,但整体上其显微硬度有所提高;
(3)对各试样进行了电化学实验,由极化曲线及电化学腐蚀性能特征值可知,9.8%H2SO4 溶液 中,在活化阶段,表面热处理后的堆焊层金属耐腐蚀性较焊态要好,而在钝化阶段,激光重熔过的 堆焊层组织较早进入钝化区,钝化区较宽,其耐腐蚀性提高。
参考文献
[1]谢翔,包晔峰等.不锈钢带极电渣堆焊层金属耐腐蚀性能[J].焊接学报.2011.10,32(10):77‐80.
[2]曾初升.316L 不锈钢腐蚀性能电化学研究[D].昆明:昆明理工大学.2006:1‐3.
[3]李长胜.新型奥氏体不锈钢磨损‐腐蚀性能研究[D].镇江:江苏大学.2007:1‐2.
[4]Edmund Tasak. Influence of post‐weld heat treatment(PWHT) on the structure and properties ofwelded joints[J]. Welding International, 25, 8: 608‐613.
[5]Abu Syed H. Kabir. Effect of Postweld Heat Treatment on Microstructure, Hardness, and Tensile Properties of Laser‐Welded Ti‐6Al‐4V[J]. metallurgical and Materials Transactions A, 2012, 43(11): 4171‐4184.
[6]O. V. AKGUN, O. T. INAL. Laser surface melting and alloying of type 304L stainless steel[J]. Journal of Materials Science. 1995,30:6097‐6104.
[7][美]John C.Lippold,Damian J.Kotecki.不锈钢焊接冶金学及焊接性[M].陈剑虹译.北京:机械工业出版社,2008.8:185‐189.
[8]A Conde, R Colaço, R Vilar, J De Damborenea.Corrosion behaviour of steels after laser surface melting[J].Materials & Design, 2000, 21(5): 441‐445.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




