核 I 级国产 ER2209 双相不锈钢焊丝的研制
摘要:基于成分匹配与组织匹配设计原则,确定了双相不锈钢焊缝金属的合金系。结合焊缝金属的合金化原理,设计出核 I 级 ER2209 双相不锈钢焊丝。选用合适的焊接工艺参数进行试焊,并对熔敷金属的性能进行分析。结果表明,所研制的实心焊丝熔敷金属的力学性能优异,抗拉强度达到 766MPa,屈服强度达到 569MPa,冲击吸收功达到 82.2J(‐40℃);熔敷金属组织为铁素体和奥氏体的双相组织,且铁素体的含量为 47.0FN,能与母材实现较好的组织匹配。
0 前言
随着我国经济的飞速发展,核电建设也进入了高速发展阶段,已建成和在建核电机组共 19 台总 装机容量约 1600 万千瓦,已经建成的 9 台核电机组发电量占中国大陆总发电量的 2.3%。核电站经 过几十年的研究和运行经验,目前已具备自主设计、自主建造、自主运营能力,国产化率达到 55%。
双相不锈钢具有较高的机械性能和优异的耐点蚀、晶间腐蚀和应力腐蚀性能,在核电站设备制 备中被广泛应用,但在核岛建设中双相不锈钢的焊材几乎被欧洲大焊材厂家垄断,缺乏自主研发。 因此本文主要针对 SAF2205 双相不锈钢,利用成分匹配及焊缝金属合金化原理,设计出与其成分、 组织及性能相匹配的实心焊丝,并对熔敷金属的组织和力学性能加以分析。
1 双相不锈钢的组织特点
双相不锈钢系指不锈钢中既含有奥氏体组织,又含有铁素体组织的钢种,而且两相组织需独立 存在,且含量较大。在室温下,在奥氏体基体上有≥30%的铁素体或在铁素体基体上有≥30%的奥氏体, 均可称为双相不锈钢[1]。一般认为,当铁素体与奥氏体两相含量相同时,双相不锈钢的综合性能可 达到最好。
双相不锈钢可分为两大类,一类是以铁素体为基的 Cr‐Ni 系双相不锈钢,另一类是以奥氏体为基 的 Cr‐Mn‐N 系双相不锈钢[2]。其中 Cr‐Ni 系的主要特征是 Cr、Ni 的含量较高,C 含量较低;Cr‐Mn‐N 系的主要特征是 Ni 含量较低,且具有较高的 N 含量。国内典型的 2205 双相不锈钢的化学成分如表 1 所示。

2 焊丝的设计原则
2.1 焊丝的合金化设计
焊丝的设计原则不能离开钢材冶金设计成分,首先要确定采用 Fe‐Cr‐Ni‐N 为基础的合金系统, 这样才能得到含量合适的铁素体与奥氏体的双相组织;另外根据双相不锈钢的化学成分,并且考虑 在对焊缝金属合金化过程中,焊接材料的合金化元素会应蒸发、氧化、飞溅及残留而发生损失,合 理设计各合金元素的含量。
一般双相不锈钢具有较高的 Cr 含量,所以首先确定确定焊丝中 Cr 的质量分数在 21.5%——23.5%之 间。Ni 的主要作用是促使形成奥氏体相,当加入足够的 Ni 后奥氏体相区可以扩展的很大,使奥氏体 直至室温或更低温度下还保持稳定,而为了在焊接快速冷却时也能促使在焊缝中形成奥氏体,要在 焊接填充金属与母材正常匹配的成分中提高 Ni 的含量,焊丝中 Ni 质量分数在 7.5%——9.5%之间。添加 少量 N 元素的主要作用是加速奥氏体相的形成,同时改善耐点蚀能力,同时也可以通过 N 元素代替 较贵的 Ni 元素,从而控制双相不锈钢两相的比例。Mn 也是奥氏体形成元素,在低温时,Mn 可以很 有效的稳定奥氏体,阻止其转变为马氏体;且 Mn 比铁能更容易地和 S 结合,添加足够的 Mn 可以 形成稳定的硫化锰(MnS)从而有效的消除热脆性问题,因此需添加适量的 Mn 元素。添加 Si 元素主要是为了脱氧,并且 Si 能改进熔融钢的流动性,因此焊材中 Si 的加入量可稍高于常规值。适量的 Mo 元素可以改善耐蚀性,特别是改善耐点蚀和耐缝隙腐蚀能力,而且 Mo 也是铁素体形成元素,可 以促使刚组织中铁素体的形成。
由于 Cr 是强碳化物生成元素,可以与 C 结合生成富铬碳化物 M23C6,而双相不锈钢中 Cr 含量较 高,因此要严格限制 C 元素的含量。S、P、H 和 O 等元素的存在,易使焊缝产生气孔、裂纹,降低 这些元素可改善焊接性,提高焊缝韧性和耐腐蚀性能。
2.2 焊丝炼钢工艺控制
焊丝钢材在冶炼时不能加入来源不明的废钢,应尽量避免 C、S 和 P 的加入,并控制其他杂质元 素的残余量。钢水应经过精炼、电磁搅拌和脱气等。在浇铸过程中应特别注意钢渣的卷入,钢坯应 减少夹杂物偏析,避免出现较多夹杂物,最终盘条直径在 5.5——6.0mm。
3 熔敷金属试验方法
试验母材采用304 不锈钢板材,焊接试板的尺寸为250mm×150mm×20mm,并按照AWS D1.6‐2007
《不锈钢焊接规范》进行试样加工,加工坡口角度为:22.5°+22.5°,根部间隙为 13mm,用研制的 ER2209 焊丝进行堆边。焊接使用 PANA AUTO KRⅡ500 直流焊机,取熔敷金属横截面做金相试样分析, 经磨光、抛光后,用王水溶液进行腐蚀,然后在 ZEISS 金相显微镜下观察熔敷金属的组织形貌,并根 据 ASTM A370 标准和 ASTM A923 标准进行取样,检测熔敷金属的力学性能,试验分别在 WDW‐200 拉伸试验机和 JB‐300B 摆锤式冲击试验机上进行。用 JSM‐6480 电子显微镜观察冲击断口的形貌,并 用 SPCTROLAB‐M10 光谱仪和 FISCHER MP30 铁素体仪分别测量熔敷金属的化学成分与铁素体含量。 焊接工艺参数如表 2 所示。

4 试验结果及分析
4.1 熔敷金属的化学成分及组织分析
表3 所示为新研制焊丝的化学成分和熔敷金属的化学成分,从表中可以看出焊丝和熔敷金属中 各元素的质量分数均满足要求值,且从表中也可得知一些合金元素如 Cr、Ni、Mn 等在焊缝合金化过 程中有少量烧损,而一些杂质元素如 C、S、P 等在焊接后含量变多。
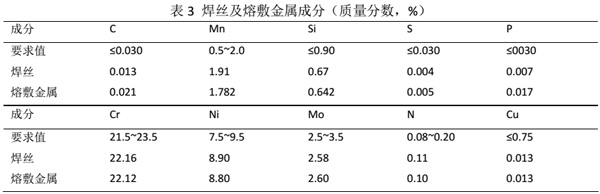
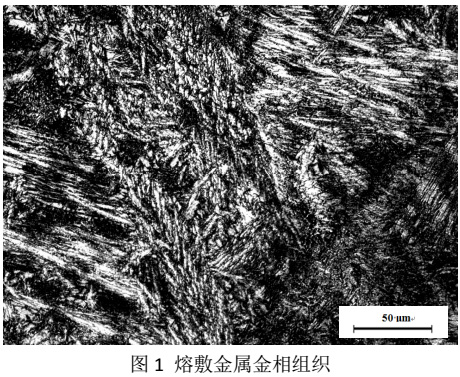
图 1 所示为利用所设计的实心焊丝对试板进行焊接以后得到的熔敷金属的组织形貌。其中白色 区域为奥氏体,黑色区域为铁素体,可以看出,熔敷金属中奥氏体以方位不一的长条状或树枝状分 布在铁素体上,而且分布不均匀,晶粒较为粗大,在两相晶界处可发现有二次相的析出,这主要由 于焊缝区冷却速率较慢,经历了二次相敏感温度区间所致。
4.2 熔敷金属的力学性能及分析
4.2.1 拉伸与弯曲性能
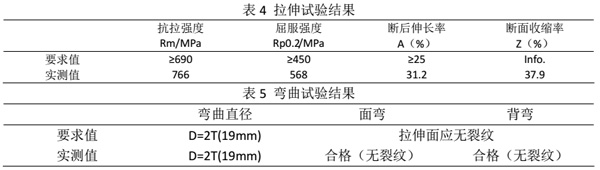
对试样进行拉伸试验,按照标准计算其断面收缩率和断后伸长率,结果如表 4 所示。从表 4 中 可以看出,所研制的实心焊丝,屈服强度值可达 569MPa,高于要求值 450MPa,抗拉强度可达 766MPa, 高于要求在 690MPa,能满足要求,且断后伸长率较高。这是由于熔敷金属具有铁素体与奥氏体两相, 使得强度和韧性都较高。
从表 5 中可以看出熔敷金属试样的正弯、背弯均合格说明焊接接头有良好的抗弯曲性。
4.2.2 冲击性能
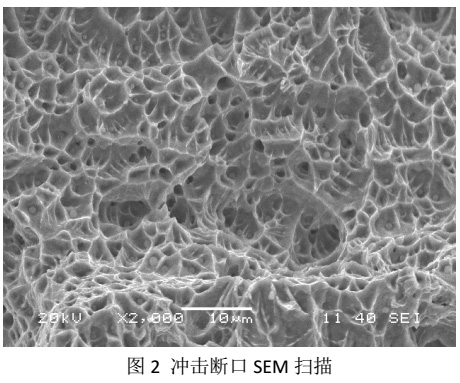
表6 为冲击吸收功试验结果。熔敷金属的冲击吸收功平均值达到 82.2J(‐40℃),且冲击吸收功的 5 个单值均大于 27J,满足 ASME 标准中要求冲击韧性值(‐40℃)。由于焊缝金属的韧性受铁素体 含量的影响,铁素体含量升高,韧性降低[3]。而焊丝中 Ni 含量要比母材中的高,使得熔敷金属中铁 素体的含量较低,冲击韧性较高。对冲击断口进行 SEM 扫描,由图 2 可以看出,断口纤维区有大量 韧窝,且在大韧窝内部均匀分散着少许小韧窝,为典型的塑性断裂微观形貌,是高能吸收过程的延 性断裂。

4.3 铁素体含量测量
双相不锈钢焊接时在高温下为 100%铁素体,冷却过程中才析出奥氏体,而焊接时不能为了保证 奥氏体的析出而高温停留时间长,这样易造成热影响区铁素体晶粒粗大,所以在焊丝中 Ni 的含量比 母材更高,使得析出更多的奥氏体相。通过铁素体含量测量的结果可以得知,焊丝中一些合金元素 的添加量是否合适。铁素体含量的测定结果如表 7 所示,熔敷金属中铁素体的含量为 47.0FN,完全 满足要求。

5 结论
(1)通过成分匹配和组织匹配原则,利用合金化设计原理控制焊缝中各元素的含量,进而指导 焊丝的设计。
(2)研制的实心焊丝熔敷金属的力学性能优异,抗拉强度达到 766MPa,屈服强度达到 569MPa, 冲击吸收功达到 82.2J(‐40℃)。
(3)研制的实心焊丝及其熔敷金属的化学成分均满足 ASME 标准要求,熔敷金属组织为铁素体 和奥氏体的双相组织,且铁素体的含量为 47.0FN,能与母材实现较好的组织匹配。
参考文献:
[1]徐增华. 金属耐腐蚀材料第七讲双相不锈钢[J]. 服饰与防护, 2001, 7(22): 321‐325.
[2]高娃,罗建民. 双相不锈钢的研究进展及其应用[J]. 兵器材料科学与工程, 2005, 29(3): 61‐63
[3]Perteneder, E.,Tosch, J., and Rabensteiner, G. 1997. Characteristic profiles of modern filler metals for duplex stainless steel welding, in Duplex Stainless Steels 97, Vol. 1, KCI Publishing, Zutphen, The Netherlands, pp. 321‐327.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




