摘要:研究了添加两种稀土元素镨、钕对 Sn‐0.3Ag‐0.7Cu‐0.5Ga 无铅钎料基体组织、焊点界面组织的影 响并测定了焊点抗剪强度。结果表明,在该钎料中分别添加 Pr、Nd 元素可以改善钎料的显微组织, 且加入 Pr 元素的效果优于 Nd。添加 Pr 元素的钎料基体组织中金属间化合物分布均匀,而后者易在 晶界处产生“区域”状金属间化合物,成为裂纹的发源地。稀土元素的吸附作用可以降低钎料与 Cu 基 板界面反应的剧烈程度,从而改善界面的形貌。添加 Pr 元素的钎料对于界面处晶粒具有更好的提高 形核率、控制长大速率的效果,从而提高了焊点的抗剪强度。
0 前言
Sn‐Ag‐Cu 系(SAC)无铅钎料凭借其优良的性能逐步成为最适合代替传统 Sn‐Pb 钎料产业化应用的 无铅钎料之一,但同时也存在着一些不可忽视的问题:首先,Ag 元素的含量始终困扰着 SAC 钎料的 实际应用[1]。适量 Ag 元素可以提高焊点的疲劳强度,降低电阻率及熔点,但是,在高银钎料结晶时, 过量的银原子会被率先结晶的晶粒排斥,并沿晶界长程扩散,大量分布于晶界处,导致裂纹的萌发 与增殖,其所形成的 Ag3Sn 相会引起固溶体及沉淀相性能的降低,并且,较高的银含量又会提高钎 料的成本[2];然而较低的银含量又会导致钎料液相线的升高及熔化温度区间的增宽,严重影响润湿 性能,降低焊点力学性能[3]。此外,SAC 系钎料中一般都含有质量分数超过 90%的 Sn,造成了其较 高的熔点,不但提高了成本,而且增加了钎料在焊接过程中被氧化的几率。
镓(Ga)是一种熔点仅为 29.78℃的金属,其对于钎料熔点的降低有着显著的作用,并且 Ga 元素 对于大多数金属及其氧化物都有很强的润湿性。因此,一些研究人员在 SAC 系钎料中加入适量 Ga 元素来改善上述情况[4,5]。实验表明,Ga 元素的加入在一定程度上降低了 SAC 的熔点并且提高其润湿 性能。但随着低银化需求的进一步增加,Ga 元素的少量添加无法弥补 Ag 元素含量的减少所带来的 负面影响。但是 Ga 元素也不可过量添加,有研究显示[6],当 Ga 元素的含量超过 0.5wt.%时,钎料的 微观组织将变得不均匀,强度及韧性也会随之下降。
以往的研究表明,微量稀土元素 Pr[7]、Nd[8]的加入能够改善 SAC 无铅钎料的抗氧化性、显微组 织及力学性能。鉴于稀土元素 Pr、Nd 在 SAC 无铅钎料中的良好效果,本实验在添加 Ga 元素的基础 上,分别加入适量稀土元素 Pr、Nd,研究了两种元素对 Sn‐0.3Ag‐0.7Cu‐0.5Ga(SACG)无铅钎料的基 体组织、界面组织以及抗剪强度的影响,并比较了稀土元素 Pr、Nd 作用效果的差异。
1 试验方法
1.1 钎料的成分及制备
试验原材料采用纯度为 99.9wt.%的 Sn、Ag、Cu、Ga 及 99.99%的稀土元素 Pr、Nd,在氮气气氛 保护条件下熔炼成表 1 所示的合金成分,在各成分合金中,Ag 元素含量为 0.3wt.%,Cu 元素含量为 0.7wt.%,Ga 元素含量为 0.5wt.%,Sn 元素为余量。熔炼好的钎料合金在金属模中浇铸成钎料条,然 后通过压片机制成 0.2mm 的薄片状钎料备用。
1.2 钎料基体组织及钎料/铜基板界面组织的分析
将制取的部分薄片状钎料剪成小块,并将不同成分的薄片状钎料合金在铜片上进行钎焊试验, 钎焊温度为 260℃,得到不同成分钎料的界面。然后对钎料基体及界面试样进行取样、镶嵌、标记、 磨样及抛光、侵蚀处理,并采用 XJP‐300 型光学金相显微镜,对钎料基体及界面金相组织进行观察, 并拍照,再采用 X 射线能谱仪对其显微组织进行能谱分析。
1.3 钎料焊点抗剪强度分析
试验选用了常用的片式电阻元件,利用钎料将其钎焊在印刷电路板(PCB)上,研究稀土元素 Pr、Nd 的加入对 SACG 钎料的抗剪强度的影响,焊点的抗剪强度使用 STR‐1000 微焊点强度测试仪进 行检测。片式电阻焊点的剪切试验按照日本工业标准 JIS Z 31986《无铅钎料试验方法—第七部分:片 式元件焊点的剪切试验方法》的规定,采用日本 RHESCA 公司的 STR‐1000 型微焊点强度测试仪来进 行测试,能够准确、真实地反映焊点抗剪强度。
2 试验结果与分析
2.1 稀土元素 Pr、Nd 对 SACG 钎料基体组织的影响
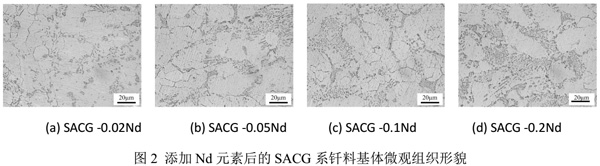
图1 为添加不同含量 Pr 元素后 SACG 钎料基体微观组织形貌。图 1a 为不添加 Pr 元素的 SACG 无 铅钎料组织,其主要由白色基体富 Sn 相和少量灰色的共晶组织以及金属间化合物(IMC)组成,从 图中可见 SACG 无铅钎料基体组织中共晶组织及 IMC 分布稀少。在图 1b、c 中,随着 Pr 元素的添加, 钎料的组织形态发生了相应的变化,共晶组织的分布呈均匀化,得到比较理想的微观组织。在图 1d 中,当 Pr 元素的含量达到 0.1wt.%时,IMC 开始增多,与共晶组织混杂在一起。当这一数值到达 0.2wt.% 时,如图 1e,基体中已出现大量密集分布的针状、块状化合物,这必定会导致抗剪强度的恶化。类 似的趋势也可在添加 Nd 的 SACG 无铅钎料基体中观察到。如图 2a‐d 所示,随着 Nd 元素的添加,IMC 逐渐增多,但与添加 Pr 元素所不同的是 IMC 呈现出特殊的“区域”状分布,随着 Nd 元素含量的增加, 这种“区域”的体积逐渐增大,占据基体较大部分。可以判断,这会给钎料的综合性能带来极大影响。
晶界处 IMC 主要成分为 Cu6Sn5 及 RESn3(RE 分别为 Pr、Nd),它们都是脆而硬的相。当稀土元 素添加量不超过 0.05wt.%时,会产生细化晶粒的效果,从而改善钎料基体组织。晶胚的临界形核功 可表示为:

式中:ξ 为晶核的形状因子,γ 为单位面积界面能,μβ、μα 为固、液相的化学势。公式(1)表明: ∆Gc 与 γ3 成正比,因此,降低 γ 可使临界形核功降低,从而提高形核率。稀土元素原子半径较大, 则单位面积上晶核表面积小,降低了晶核/液面的界面能,提高形核率。此外,稀土是表面活性元素, 它会吸附于界面 IMC 表面能较高的晶面上,抑制其增长,控制晶核长大速率。这样一来,稀土元素 通过提高形核率及控制长大速率实现了细化晶粒的作用。根据 Nd‐Sn、Pr‐Sn 二元相图可知,NdSn3 的熔点较 PrSn3 为高,且 Nd 元素的原子半径与 Pr 元素相比较小,那么在形核时由于较高的扩散温度 及较小的原子半径造成的较强的扩散能力,液相中的 Nd 原子较容易聚集成核并且及时得到补充生成 临界晶核并长大,这些晶核对扩散的原子构成障碍,使其发生堆积,从而出现了上述的“区域”现象。
2.2 稀土元素 Pr、Nd 对 SACG 钎料界面组织的影响
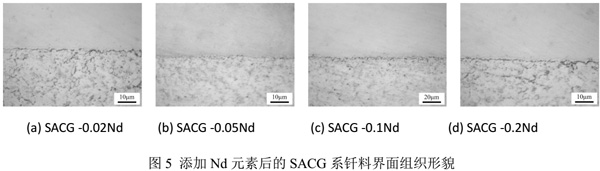
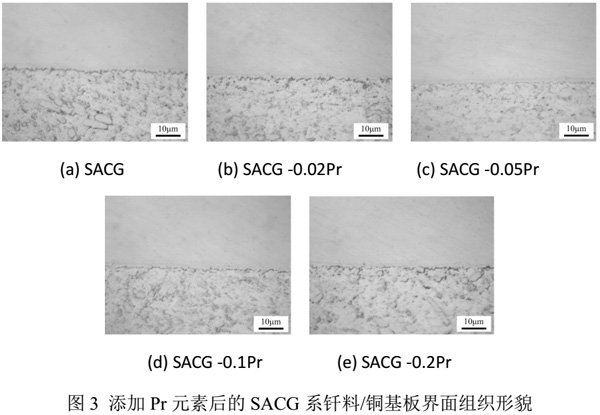
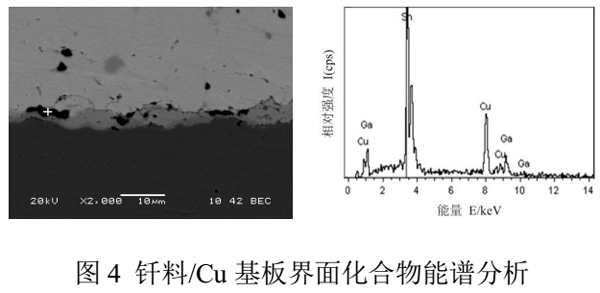
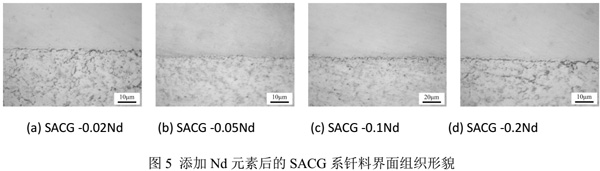
图3 为添加 Pr 元素后的 SACG/Cu 焊点界面组织形貌。添加 Pr 元素后,界面附近出现黑色的物 质,经图 4 所示的 EDX 分析,其为含 Sn、Cu、Ga 的化合物相(Cu,Ga)6Sn5。由图 3a 中可以看到,在 不添加 Pr 元素时,(Cu,Ga)6Sn5 在界面处大量分布,并且有向钎料基体处少量蔓延的趋势;当 Pr 元素 的添加量为 0.02wt.%时,钎料基体处(Cu,Ga)6Sn5 略有减少(图 3b);在图 3c 中,当 Pr 元素含量到达 0.05wt.%时,可以看到 Pr 元素的加入对(Cu,Ga)6Sn5 的生成起到了较好的抑制作用;此后,随着 Pr 元素含量进一步提高到 0.1wt.%时,(Cu,Ga)6Sn5 在界面处又重新出现。当这一数值增加到 0.2wt.%时, Pr 对该(Cu,Ga)6Sn5 的抑制作用几乎消失。如图 5 所示,稀土元素 Nd 的添加对于(Cu,Ga)6Sn5 的影响也 有相似的结果。
形成 IMC 时自由能的变化由公式(2)给出,式中 ΔG 为吉布斯形成能,ΔG0 为标准温度、气压下的 吉布斯自由能,a 为反应物的活性。由公式可以看出,如果任一反应物的活性(即在基体钎料中参 加反应的物质浓度)降低,中括号内的值便会提高,从而使 ΔG 增加,不利于该反应的进行。IMC 通 常具有与钎料及 Cu 基板相异的物理化学性质,其在界面附近的存在会严重影响钎料的润湿性,并会 导致应力集中。本实验中,稀土元素由于其表面吸附作用,在各元素发生反应时容易富集在晶界表 面与界面处。此种吸附作用会降低 Sn 原子的活度,从而降低与 Cu、Ga 反应的 Sn 原子浓度。这样一 来,稀土元素通过抑制 IMC 的过量生成增强了钎料的综合性能。

2.3 稀土元素 Pr、Nd 对 SACG 钎料焊点抗剪强度的影响
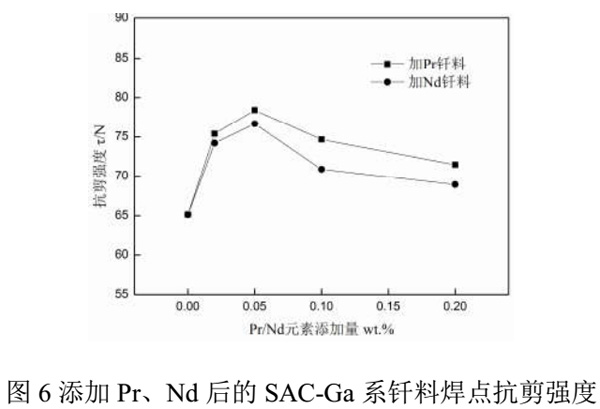
图6 为两组不同成分钎料对焊点抗剪强度的影响。由图可知,加入稀土元素 Pr、Nd 之后,基体 钎料的焊点抗剪强度有了不同程度的提高。随着稀土元素含量的增加,焊点剪切强度呈先增加后减
少的趋势,在添加量由 0 至 0.5wt.%之间变化时 Pr,Nd 两种元素对钎料的焊点抗剪强度的增强效果 逐渐增大,并且当使用加入 0.05wt.%稀土元素的钎料后,焊点抗剪强度得到了最大程度的提高,其 中稀土元素 Pr、Nd 的效果分别为 20.4%及 17.7%。此后,随着稀土元素的含量进一步增加,其效果 下降,而且添加 Nd 元素的钎料焊点强度要比添加 Pr 元素的下降程度大。但是根据图中趋势看来, 随着稀土元素含量进一步增加,二者抗剪强度持续下降但差别将越发减小,并且仍高于基体钎料。
根据 Pr‐Sn、Nd‐Sn 二元相图可知,Pr 可以和 Sn 生成一种高熔点的 Pr3Sn 化合物,却不存在 Nd3Sn 化合物;Pr3Sn 的生成,使得含 Pr 元素的 SACG 钎料在凝固的过程中获得更多的形核中心,再加上由 于吸附作用造成的晶粒长大速率的降低,通过以上两种途径的协同作用,Pr 元素细化了钎料/基板界 面附近的的晶粒,使得焊点抗剪强度更加优于含 Nd 的钎料。稀土元素的添加存在一个最适量,由于 Hume‐Rothery 规律的限制,当两种金属元素的原子半径差值超过 15%时,由于较大的晶格畸变能[9], 二者很难形成固溶体。这也就使得稀土元素在基体晶粒中分布极少,绝大多数的稀土元素只分布于 晶界处。而在一种材料中,晶界与晶粒的比值本身就很小,由此说明少量稀土元素即可对基体钎料 产生较大影响,而大量的添加反而无法获得理想的焊点抗剪强度。并且随着稀土元素添加量的增加, 较小的第一电离能导致稀土原子极化为离子,半径减小,从而易于在晶体内扩散而引发晶格畸变, 形成应力场而抑制稀土元素自身的活性[10],这也是稀土元素添加量受限的另一项因素。
3 结论
综上所述,通过分别添加 Pr、Nd 这两种稀土元素可以有效改善 SACG 钎料的组织和性能。两种 元素的最适添加量均为 0.05wt.%,但是 Pr 元素的添加要略优于 Nd 元素,具体结论如下:
(1)添加稀土元素 Pr 的钎料基体组织中 IMC 分布较为均匀,而添加 Nd 的钎料基体组织易在晶界 处产生“区域”状 IMC 而导致应力集中,当焊点受到外力作用时易成为断裂的发源地。
(2)稀土元素的吸附作用可以降低钎料与 Cu 基板的界面反应剧烈程度,提高钎料润湿性,改善界 面组织。
(3)添加稀土元素 Pr 的钎料由于对界面处晶粒具有更好的提高形核率、控制长大速率的效果,提 高了焊点的抗剪强度。
参考文献
[1]Luo D X, Xue S B, Liu S. Investigation on the intermetallic compound layer growth of Sn–0.5Ag–0.7Cu–xGa/Cu solder joints during isothermal aging[J]. Journal of Materials Science Materials in Electronics, 2014, 25(12): 5195‐5200.
[2]Reid M, Punch J, Collins M, et al. Effect of Ag content on the microstructure of Sn‐Ag‐Cu based solder alloys[J]. Soldering & Surface Mount Technology, 1989, volume 20(4): 3‐8(6).
[3]El‐Daly A A, Hammad A E, Al‐Ganainy G S, et al. Properties enhancement of low Ag‐content Sn–Ag–Cu lead‐free solders containing small amount of Zn[J]. Journal of Alloys & Compounds, 2014, 614(10): 20–28.
[4]Luo D X, Xue S B, Li Z Q. Effects of Ga addition on microstructure and properties of Sn–0.5Ag–0.7Cu solder[J]. Journal of Materials Science Materials in Electronics, 2014, 25(8): 3566‐3571.
[5]贺琴, 任如桂, 赵小平. 电子封装用 SnAgCuGa 钎料的改性[J]. 电子与封装, 2014, (7): 14‐15.
[6]Corporation H P. The Effects of Gallium Additions on Microstructures and Thermal and Mechanical Properties of Sn‐9Zn Solder Alloys[J]. Advances in Materials Science & Engineering, 2014, 26(4): 653‐659.
[7]皋利利, 薛松柏, 许辉. SnAgCu‐xPr 钎料组织及性能[J]. 焊接学报, 2012, 33(1).
[8]Gao L, Xue S, Zhang L, et al. Effects of trace rare earth Nd addition on microstructure and properties of SnAgCu solder[J]. Journal of Materials Science Materials in Electronics, 2010, 21(7): 643‐648.
[9]Chen X, Zhou J, Xue F, et al. Microstructures and Mechanical Properties of Sn‐0.1Ag‐0.7Cu‐(Co, Ni, and Nd) Lead‐Free Solders[J]. Journal of Electronic Materials, 2015, 44(2): 725‐732.
[10]罗家栋, 薛松柏, 杨晶秋, 等. SnCuNi‐xPr/Cu 界面组织和性能分析[J]. 焊接学报, 2012, 33(5): 49‐54.









