摘要:本文以不同镍含量的粉末作为填充材料,对 1.3mm 厚的 MGH956 钢板进行 TIG 原位焊接,分析了焊接过程中Ni 的原位合金化机制和原理。结果表明:在 TIG 焊原位反应过程中,Ni 显著提高了熔池的结晶热和流动性,从而使焊缝中的晶粒更为细小,气孔减少;同时熔池中能够形成尺寸在 1μm 以下的 Ni3Al 及 AlNi 的增强相颗,弥散分布在 焊缝中。因此,当填充材料含有适量的 Ni 进行原位 TIG 焊时,能够在细化晶粒的同时提高焊缝的力学性能,从而提高焊缝的综合性能。
一、序言
氧化物弥散强化 (ODS,Oxide dispersion strengthening)[1]高温合金是采用机械合金化方法(MA)制备。它具有高温合金的各项优良性能,如良好的高温机械性能、优异的抗腐蚀及抗氧化性能[2], 因此ODS合金可用于核聚变反应领域、航天航空发动机等应用环境较为苛刻的环境中[3‐5]。
焊接是金属材料被加工成构件的重要手段之一,ODS 钢熔焊的研究对其发展有重要意义。对于ODS钢的搅拌焊[6]及摩擦焊[7]国外学者进行了一定的研究,国内学者也对其氩弧焊及真空电子束焊等 也进行了初步研究。本文采取TIG焊对ODS钢MGH956 进行焊接,由于ODS合金采取粉末冶金化的方法制取,材料的含气量较高。在融化焊过程中改善弥散相的大小和数量及减少焊缝中的气孔是关键。适量的Ni能够提高焊接熔池的结晶热和流动性,从而改善焊缝质量,细化晶粒,减少焊缝气孔数量。同时Ni能够与合金中的其他元素形成尺寸较小的增强相,进一步改善了焊缝的质量。本文通 过添加不同含量的 Ni 做为填充材料,研究 TIG 焊中 Ni 对其焊接性能的影响。
二、实验材料与方法
本文所用的试验材料是由北京钢铁总院提供的采用机械合金化(MA)方法制备的 ODS 合金 MGH956,合金板厚为 1.3mm,该合金的制备工艺为:机械合金化(MA)制合金粉末,再经过热等 静压(HIP)、热锻、热轧(横向热轧变形量为 87%、纵向热轧变形量为 49%)、冷轧(横向、纵向冷 轧变形量均为 61%),最后再经过 1320℃×1h 的再结晶退火,表面状态为喷砂处理。MGH956 合金的 化学成分如表1所示。

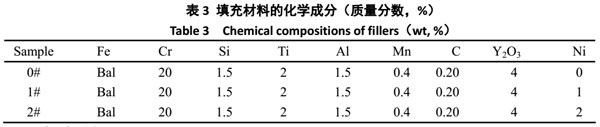
采用线切割的方法,将 MGH956 合金制备成 70 mm×30 mm×1.3 mm 的试样。焊接前使用砂纸打 磨去除氧化层和油污等,并用丙酮清洗干净。将填充材料粉末加入丙酮搅拌成糊状后预先置于坡口 处,焊接使用型号为 WM3000 逆变全数字化钨极氩弧焊机,焊接工艺参数如表 2 所示,所使用的填 充材料的化学成分如表3所示。
三、结果与分析
1、显微组织对比
图1为填加含有不同含量镍元素的金相图。图1(a)填充粉末镍元素为 0,但由于其他合金元 素成分较多,组织表现为粗大的长条状结晶组织,生长方向均匀一致,这与熔池内的温度梯度有关 [48],焊缝组织有气孔分布。图1(b)填充粉末镍元素为 1%,组织明显细化,有细小且弥散分布的 新生增强相生成,有着很强的钉扎作用,焊缝组织表现为粗大的等轴晶,焊缝中仍有一定数量的气 孔分布。图 1(c)填充粉末镍元素为 2%,相颗粒的数量增加,焊缝中气孔数量较含镍量为 1%时也 有所减少。
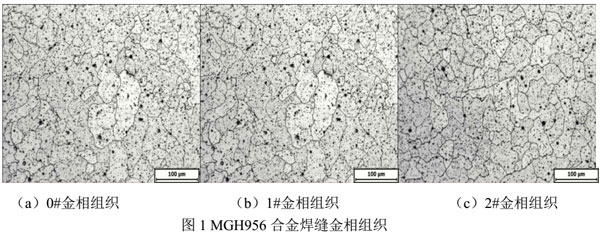
图2为焊缝的微观组织 SEM 形貌图。图 2(a)镍含量为 0,存在大量孔洞和白色团聚物且增强 相颗粒较少。图 2(b)镍含量为 1%,增强相颗粒明显增加,焊缝中各个晶粒之间的界面分明,增强 相颗粒与焊缝基体结合较好,孔洞明显减少。图 2(c)镍含量为 2%,晶粒更为细小,增强相颗粒进 一步增多,无白色团聚物出现,孔洞也进一步减少。镍含量为 2%时,所起到的细化晶粒,减少气孔 的作用最为明显。

母材中的氧化物颗粒与基体的润湿性较差[8],两者的界面结合性差, Al‐Y‐O 复合氧化物在高温 电弧的作用下很容易发生团聚[9]。如图 3,团聚物的成分中除了含有 Fe、Cr 以外,还有明显的 Al、Y、 O 强峰,这些团聚物严重削弱了增强相颗粒的弥散效果。Y2O3 在高温电弧的作用下,分解为 Y 和 O,很容易扩散到熔池中。焊缝中残留的 Al 会与 O 结合生成 Al2O3,Al2O3 与未分解的 Y2O3 继续发生反应生成 YAlO3 和 Al5Y3O12。由公式 3 和 4 可知,形成 YAlO3 所需能量更低,所以 YAlO3 比 Al5Y3O12 更加稳 定[10]。新生的 YAlO3 颗粒细小且弥散地分布在焊缝中。
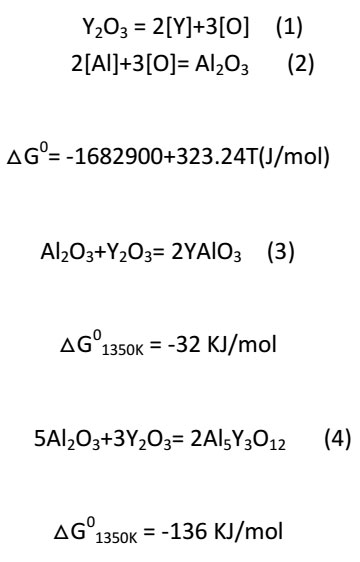
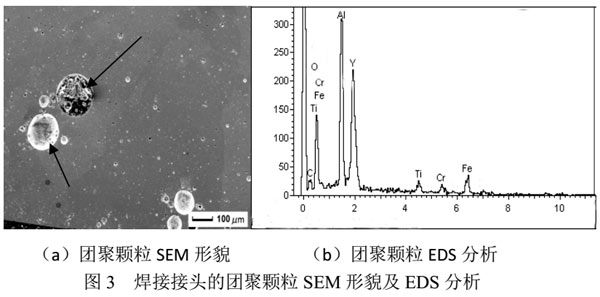
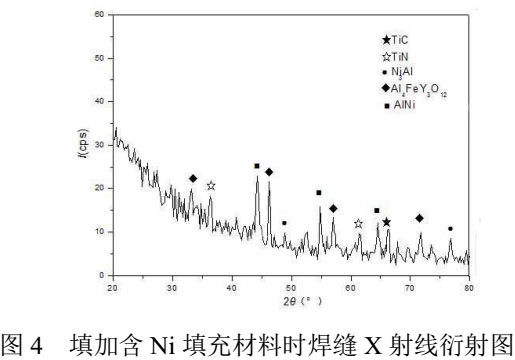
图4为填充材料中含有镍元素的 X 射线衍射图,基体中的元素与填充材料中的合金元素原位反 应生成了 TiN、TiC,YAlO3、Ni3Al 及 AlNi 等增强相颗粒。熔池中可能发生的化学反应及其热力学函数 关系如下:
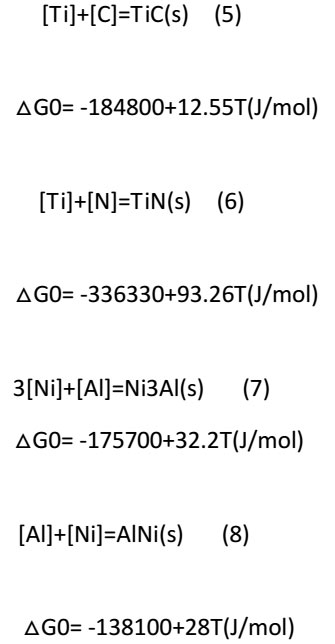
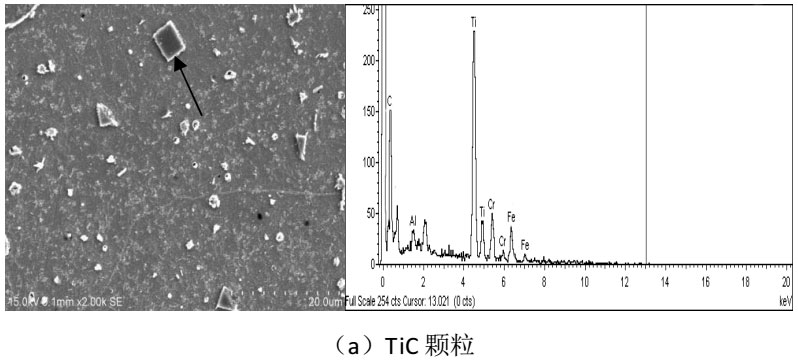
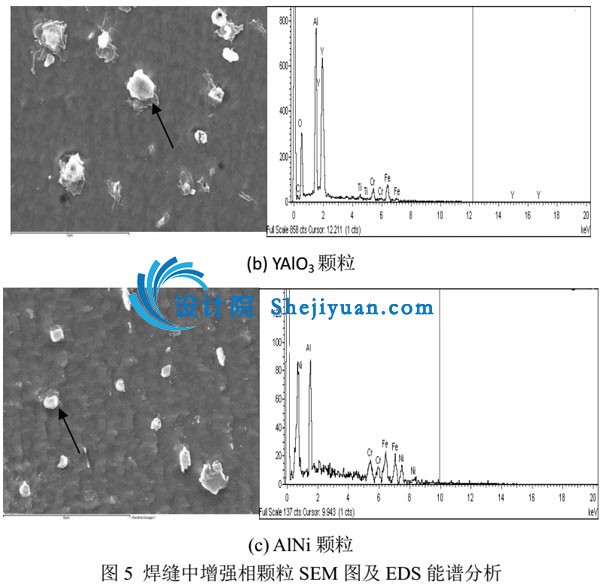
在钨极氩弧焊接条件下,焊接电弧温度最高可达 10000K[11],而上述反应焓都为负值,焊接熔池的高温满足反应所需的热力学条件,这些反应均能顺利进行,可以达到平衡状态。钛是强碳、强氮 化物形成元素,能抑制钢中形成铬的碳、氮化物,TiC 可以细化晶粒组织,改善焊缝表面状态。Ni 元素可以提高焊接熔池中的结晶热,增加熔池的流动性,从而得到质量较好的焊缝,同时可以与基 体中的 Al 元素发生化学反应生成新相 Ni3Al 和 AlNi。图 5 是部分增强相颗粒的 SEM 图,这些颗粒非 常细小,尺寸多数都在 1μm 以下。这些原位生成的增强相颗粒可以很好地弥补焊缝中因烧损和团聚 所减少的那部分颗粒,同时新生增强相颗粒与基体的结合性很好,可以更好的对焊缝起到弥散强化 的作用。
2、力学性能对比
对填加不同填充粉末的原位合金化 TIG 焊的接头进行拉伸试验,各拉伸试样的抗拉强度值如表3所示。

从表 4 可知,填加镍元素后的原位合金化 TIG 焊接头的抗拉强度有了显著的提高。当填充材料 中不含有镍元素时,焊缝的抗拉强度较低,仅为母材的 77%,这主要是因为在 TIG 过程中,电弧的 高温使原本在基体中弥散分布的增强相颗粒聚集长大,形成粗大的 Al‐Y‐O 复合氧化物,虽然填充材 料中也含有一些合金元素,但新生颗粒数量较少,使焊缝中总的增强相颗粒数量减少,严重影响了 颗粒在焊缝中的弥散强化效果。并且焊缝中有较多气孔的存在,所以焊缝的抗拉强度较低。当填充 材料中含有镍元素时,焊缝的抗拉强度有了很大的提高,分别为 578 MPa 和 609 MPa,达到了母材 的 80.2%和 84.6%,这主要是因为在焊接熔池中发生了复杂的化学反应,原位生成了 TiC,YAlO3、Ni3Al 及 AlNi 等增强相颗粒,这些尺寸细小的颗粒均匀的分布在焊缝中,对焊缝起到了很好的弥散强化作 用。并且由图 5(b)和 5(c)可知,含镍元素的焊缝中气孔数量较少,所以焊缝的抗拉强度较高。
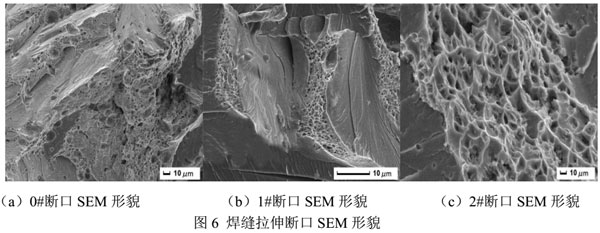
填加三种填充材料的焊接接头的断口形貌如图 6 所示,6(a)为不含镍元素的 TIG 焊拉伸断口 形貌图,断口形貌表现河流花样,断裂面上存在大小不同的孔洞,有少量不太明显的韧窝,断裂方 式整体上为脆性解理断裂。镍元素为 1%时,断裂形貌仍为河流状,但在撕裂楞上有明显的的韧窝, 韧窝的大小和深度各不相同,解理面也有所减少,出现了韧性断裂的特征,断裂形式为韧性‐脆性混 合断裂,如图 6(b)所示。6(c)为当镍含量为 2%时,焊接接头的断口形貌。断裂面上韧窝的数量 较多,并且较深,分布均匀,韧窝中可以明显看到增强相颗粒的存在,韧性断裂特征显著。断口中没有明显的孔洞出现,解理面进一步减少,韧性特征更为明显,但由于断口中仍有解理面,所以其 断裂形式仍为韧性‐脆性混合断裂。
四、结论
(1)当加入含量为 2%镍元素的填充材料进行原位合金 TIG 焊时,焊缝显微组织最为细小均匀, 增强相颗粒数量较多,且弥散分布,显著提高了焊缝的力学性能。
(2)填加镍元素后,焊缝中仍有气孔产生,这主要是由于 MGH956 合金含气较高的特点,再加 之 Fe、Ni 与 Cr 元素的扩散系数的不同,所以在焊缝凝固过程中有孔洞生成。
(3)加入含有镍元素的填充材料进行焊接时,熔池中会原位反应生成新的增强相颗粒,如 TiN、 TiC,YAlO3、Ni3Al 及 AlNi 等,这些颗粒弥散分布在焊缝中,有利于改善焊缝的综合性能。
(4)当镍元素的含量为 2%时,焊接接头的抗拉强度最高,为 609MPa,达到了母材强度的 84.6%。
参考文献:
[1]Asano K, Kohno Y, Kohyama A, et al. Microstructural evolution of an oxide dispersion strengthened steel undercharged particle irradiation[J].J Nuclear Mater,1988,155-157(2):928
[2]Van der SCHAAF B, TAV ASSOLI F, FAZIO C, et al. The development of EUROFER reduced activation steel [J]. Fusion Engineering and Design, 2003, 69(1-4):197-203
[3]Shigeharu U, Masayuki F. Perspective of ODS alloys application in nuclear environments [J]. Journal of Nuclear Materials, 2002, 207-311(1) :749-757
[4]Hoelzer D T, Bentley J, Sokolov M A, et al. Influence of particle dispersions on the high-temperature strength of ferritic alloys [J]. Journal of Materials, 2007, 367-370:166-172
[5]Olier P, Bougault A, et al. Effects of the forming processes and Y2O3 content on ODS-Eurofer mechanical properties [J]. Journal of Nuclear Materials, 2009, 386-388:561-563
[6]Chen C L, Tatlock G J, Jones A R. Microstructural evolution in friction stir welding of nanostructured ODS alloys [J]. Journal of Alloys and Compounds, 2010, 504(Suppl 1):460-466
[7]Ates H, Turker M, Kurt A. Effect of friction pressure on the properties of friction welded MA956 iron-based superalloy [J]. Materials and Design, 2007, 28(3):948-953
[8]雷玉成,罗雅,龚晨诚等.热处理对 MGH956 合金 TIG 原位合金化焊接的焊缝组织的影响[J].功能材料,2014,7(45):7120-7123
[9]雷玉成, 承龙, 李猛刚, 等. 激励电流对 MGH956 合金超声电弧 TIG 焊接头性能的影响
[J]. 江苏大学学报自然科学版, 2013, 34(3).
[10]Ivanauskas F, Kareiva A, Lapcun B. On the modelling of solid state reactions. Synthesis of YAG [J]. Journal of mathematical chemistry, 2005, 37(4): 365‐376.
[11]王宗杰. 熔焊方法及设备[M]. 机械工业出版社, 2007.










