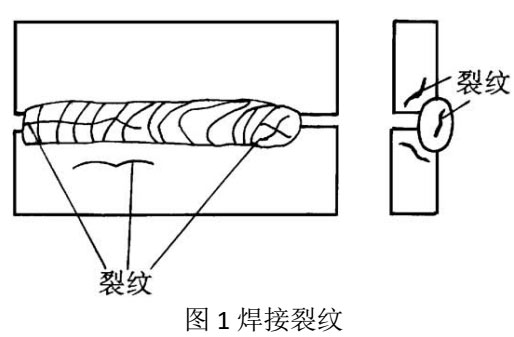
焊接裂纹[9]是指在焊接过程中产生的焊接应力以及其他导致压力容器材质脆弱的因素共同作用于压 力容器,导致焊缝处的金属原子遭到破坏,原子结合力消失,压力容器焊接处形成裂纹。常见的焊 接裂纹(如图 1 所示)包括多边化裂纹,冷裂纹,热裂纹及淬火裂纹等,其中压力容器中常见的裂 纹有冷裂纹和热裂纹。
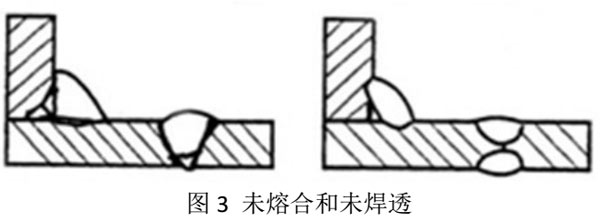
1.2.3 未焊透和未熔合
焊接时,接头末梢没有完全熔透的现象叫做未焊透,焊缝金属和母材或焊缝金属各焊层之间未结合的部分叫未熔合,未熔合分为侧壁未熔合和根部未熔合,这两种现象对焊接质量来说是比较严 重的问题,若未及时弥
补可致焊缝缺陷突变或增大,焊缝的强度减弱,甚至还会导致裂纹的出现。 未焊透和未熔合的产生原因是焊件装配间隙或坡口角度太小、钝边太厚、焊条直径太大、电流过小、 焊接速度太快及电弧过长等。焊件坡
口表面氧化膜、油污等未清除干净, 或在焊接时该处流入熔渣 妨碍了金属之间的熔合,都会造成边缘不熔合。
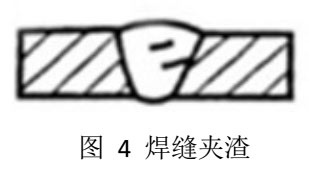
1.2.4 夹渣
焊后残留在焊缝中的熔渣称为夹渣(如图4所示)。一般呈线状、长条状或颗粒状。夹渣主要发生在坡口边缘和每层焊道之间的非圆滑过渡部位,在焊道形状发生突变或存在深沟的部位也容易产 生夹渣。焊接过程中
焊缝边缘的熔渣是产生夹渣的主要原因,当坡口角度太小或焊接电流太小时也 容易产生夹渣,另外,在施焊过程中由于电弧过长,极性不正确,以及作业人员运条不当也常常造成夹渣。
2.压力容器焊接缺陷的预防措施
2.1 焊接裂纹
由于焊接裂纹的产生因素以及裂纹的种类各不相同,因此要对焊接过程进行全方位的注意和控制。防止产生热裂纹,一要严格控制焊接工艺参数, 减慢冷却速度, 适当提高焊缝成形系数, 尽可能 采用小电流多层多道
焊,以避免焊缝中心产生裂纹; 二是认真执行工艺规程, 选取合理的焊接顺序, 以减小焊接应力。防止冷裂纹的产生,尽量选用低氢型焊条, 减少焊缝中扩散氢的含量;彻底清理 待焊区域的油锈等污物,保持焊接材料
的干燥,氩弧焊焊接时,使用纯度符合要求的保护气体;在 焊接工艺上,正确选择电源的极性,注意操作方法,还要根据材料等级、碳当量、焊件厚度、施焊 环境,选择合理的焊接工艺参数及线能量,如焊前预
热、焊后缓冷、采取多层多道焊接、控制一定 的层间温度;此外,对 Cr、Mo 钢材料,常进行焊后后热处理,以去除氢、消除内应力和淬硬组织、 改善接头韧性。
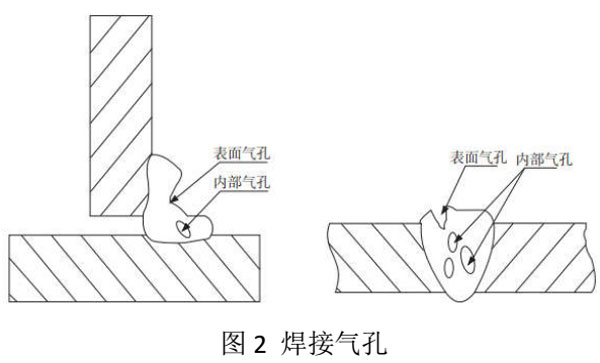
2.2 气孔
预防气孔产生主要是消除气体来源,不让气体进入熔池,但当气体已进入熔池时,要想办法保证液态金属在高温停留足够长的时间使进入的气体逸出。具体措施是焊条防潮和烘干,及时清理焊件 表面的水分、油污、
氧化膜等;在焊接材料的选择上,焊条应符合国家标准,要有质量保证书,尽量 选用含碳量较低及脱氧能力强的焊条;在焊接工艺上,选用合适的焊接电流 电压和焊接速度。
2.3 未焊透和未熔合
正确选择焊接接头坡口尺寸和装配间隙,如单面焊双面成型的接头,其装配间隙一般为 2‐5mm,钝边厚度通常为 0.5‐2mm,双面焊的时候要认真清根,焊接时应选择合适的焊接速度和焊接电流, 对导热快的焊件进
行焊前预热,对始焊处也需要适当的预热,焊条和焊枪的倾斜角度要合适,要注 意观察坡口两侧的熔化情况,发现焊条偏心,应及时调整角度,使电弧处于正确方向,选择稍大的 焊接电流,焊速不宜过快,要充分
熔化母材或前一层焊缝金属。
2.4 夹渣
防止夹渣产生首先应提高焊接操作技术,焊接过程中始终要保持熔池清洁、熔渣与液态金属良好分离,彻切底清理坡口及两侧的油污、氧化物等,按焊接工艺规程正确选择焊接规范,选用焊接 工艺性好、符合标准的
焊条,引弧时要先清渣且充分加热,收弧时要填满弧坑、将渣排出。
3.压力容器焊接质量优化
3.1 焊接前的材料选择工作
焊接质量的好坏与材料的选择和使用密切相关。如果没有好的材料作支撑,再好的焊接技术和焊接工艺方法也无法保证焊接质量。因此,在焊接前一定要对焊接材料严格把关。第一,明确材料 是否具有合格的质量证
书,是否符合国家对于此种材料制定的相关标准要求。第二,根据压力容器 本身的力学性能设计要求,选择适合本压力容器设计的焊接材料。优先选择符合国家标准和拥有相 关质量证书的材料,焊材库人员必须遵
循 JB3223‐83《焊条质量管理规程》进行操作。
3.2 焊接时的工艺和操作规范
焊接工艺对焊接质量起着至关重要的作用。焊接的顺序、材料型号的选择、经过工艺计算后的压力容器的强度选择、用量大小以及焊接接头的焊接方式等都属于焊接工艺的范畴。因此进行压力 容器的设计时,首先进
行相应的工艺计算,并确定容器的厚度和应力最小点的位置。其次根据计算 结果和相关的国家标准或者行业标准选择钢材和焊接方式。最后,根据压力容器的设计要求和焊工的相关实践经验,制定合理的焊接顺序、
焊缝形状和坡度等,从而减少工件在焊接过程中的应力和 形变。
3.3 焊接后的质量检测
完成基本的焊接工作后,还要进行一项重要的检验工作。焊接过程中因人为因素,天气因素等或多或少都对焊接的质量会产生一定的影响。因此焊接检验工作是保证压力容器能够安全使用的一 个关键步骤。焊接检验
包括焊前检验、焊中检验和焊后检验[10]。焊前检验是检查焊件装配质量及破 口表面除锈、除油,焊缝对接间隙、钝边大小以及可能导致的未焊透、焊瘤和气孔等缺陷等;施焊 过程中的检验,主要只检查各道工序
的的焊接工艺、技术标准、图样规定等方面焊工的执行情况, 焊工操作能力,产品试板及焊缝的表面质量等。每道工序的检验都有助于分析压力容器是否存在缺 陷,这就要求每一个焊工都没必须了解压力容器各部
位焊接所应达到要求;焊后检验是焊接检验的 最后一步。焊接后现场即可进行检验,对于具有延迟裂纹倾向的高强钢应在焊后冷却一段时间再进 行检验。检验的方法通常有外观检查,无损探伤,耐压试验及致密性
试验。针对压力容器的特殊用 途,对焊接后的质量检查应当采用多层次、多角度、多方法的检查方式对其进行全面检查,一旦发 现焊接缺陷立即采取补救措施、返修或直接报废。
结论:
综上所述,压力容器在焊接过程中产生质量缺陷的原因是多方面的。但无论是外部质量缺陷或 还是内部质量缺陷,都会严重影响到压力容器的整体性能,使其在使用过程中存在安全隐患。为了 保证压力容器的强度
和密闭性能够达到技术要求,就必须要做好焊接质量缺陷的控制工作,通过明确 材料的安全性能,以及根据实际情况确定整个工序的工艺流程,遵循相应的国家标准或者行业标准, 做好焊接后的压力容器的检验工
作,可以大幅度降低焊接的质量缺陷,保证压力容器的质量和安全 使用。
参考文献:
[1]潘永亮.化工设备机械基础[M].北京:科学出版社,2007:118‐119.
[2]杜立明,牟宗佺.压力容器焊接生产中的质量控制[J].低温与特气,2013(31).
[3]顾鹏展.压力容器焊接缺陷的产生和防治措施[J].科技信息,2007(36).
[4]张珍鹏.压力容器焊缝中裂纹产生的原因及预防措施[J].新疆有色金属,2010(1).
[5]李春玉, 牟学军. 常见焊接缺陷成因的探讨[J]. 辽宁化工, 1997(2).
[6]强馨梦.压力容器焊接质量缺陷成因及控制措施[J].中国石油和化工标准与质量,2014,(4).
[7]湛立宁,王晓凤,马振华等.浅谈压力容器的焊接缺陷和预防措施[J].中国外资,2013,(3).
[8]全国压力容器标准化技术委员会.JB4708‐2005 标准释疑[M]昆明: 云南科技出版社,2005.
[9]邹家生.材料连接原理[M].哈尔滨:哈尔滨工业大学出版社 2004:91‐95
[10]赵熹华.焊接检验[M].北京:机械工业出版社,2013.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




