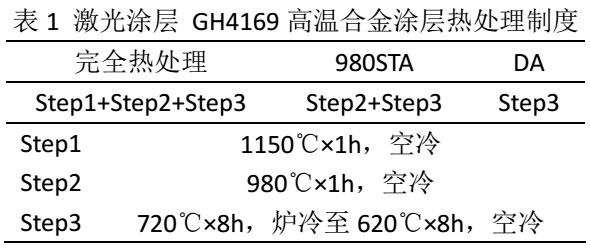
摘要:本文采用激光熔覆技术制备了 GH4169 高温合金涂层,对不同热处理态涂层的微观组织和力学性能进行了表征。结果表明:激光熔覆 GH4169 合金涂层组织形态主要是顶部的等轴晶和中下部有方向性的树枝晶。经完全热处理后,奥氏体中过饱和的 Nb 元素在后续热处理过程中析出而形成较为细小的 Laves 相。经 980STA 和 DA 处理的涂层内有部分 Laves 相溶解,组织变得较为细小。热处理能显著提高涂层的力学性能,硬度从热处理前约 240‐280HV 分别增加到完全热处理态的 515HV、980STA 态的 490HV 和 DA 态的 420‐460HV,涂层热拉伸强度从 876MPa 分别增加到完全热处理的 1319MPa、980STA 态的 1257MPa 和 DA 态的 1106MPa。激光熔覆涂层力学性能的提高主要是由于热处理过程中有大量强化相析出及不同程度上消除和细化了 Laves 相和组织缺陷。高温热处理后熔覆层的断裂主要由韧性断裂控制,980STA 态和 DA 态涂层的断裂主要由脆性断裂控制。
在工业生产过程中,重载零件在服役过程中易于磨损或腐蚀失效。在某些机器零件的失效类型中,有约 80%是因磨损而失效报废的[1]。随着表面处理技术的不断发展,激光熔覆技术被广泛用于重要零件的表面改性及修复。激光熔覆技术是利用高能激光束为热源,采用同步或预置的方法添加填充材料,在金属表面获得优异的耐磨或耐腐蚀的表面复合涂层。激光束能量密度大、能束稳定,可使金属表面很薄一层和填充材料快速熔化后再极快凝固,在基本不损伤金属零件的基础上获得具有冶金结合且组织致密的熔覆层组织,从而达到表面改性及修复失效零件的目的[2‐4]。激光熔覆技术选材广泛,基本可以用于所有工程金属材料的加工[5‐11]。
本文针对高温涡轮叶片材料 GH4169 合金,采用激光熔覆技术制备了 GH4169 合金涂层,分析探讨了不同热处理制度对激光熔覆 GH4169 合金涂层组织和力学性能的影响,为激光熔覆技术在 GH4169 高温涡轮叶片的表面改性和修复等方面的应用提供相关参考和支撑。
1. 试验方法
本实验填充材料采用旋转电极法制备的 GH4169 高温合金粉末,粉末粒径为 100‐150μm,粉末成分为 Cr 19.20 wt.%,Fe 18.1 wt.%,Nb 4.92 wt.%,Mo 3.19 wt.%,Ti 0.97 wt.%,Al 0.54 wt.%,Si 0.20 wt.%,Mn 0.04 wt.%,B 0.004 wt.%,余量为 Ni,实验前将 GH4169 高温合金粉末在 150℃的干燥箱内烘干 1.5h。将 GH4169 高温合金锻造合金板加工成尺寸为 70mm×50mm×10mm 的基板用于激光熔覆,采用机加工去除板材表面油污和氧化膜,并保证表面足够的光整度,再用丙酮擦拭表面以去除表面油污。本实验采用 WF300 型 Nd:YAG 激光喷焊机制备熔覆涂层。加工工艺参数为激光功率 3000W,单点能量密度 90J,熔覆扫描速度 10mm/s,送粉速率 16g/min,保护气流 15L/min,激光喷嘴与基体表面距离 15mm。
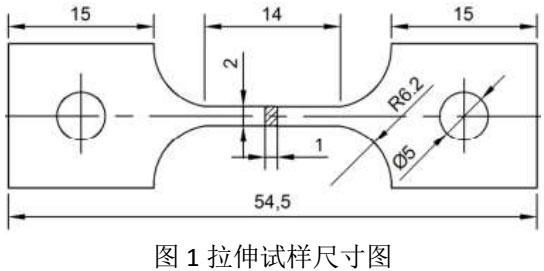
采用电火花加工将熔覆层加工成块和拉伸试样,拉伸试样尺寸如图 1 所示。对涂层块状及拉伸试样进行不同制度热处理,本实验采用的三种热处理分别为完全热处理、980STA 和双时效 DA,其热处理制度见表 1 所示。对热处理前后的涂层打磨抛光后再用腐蚀液(20ml HCl+20ml C2H5OH+1g CuCl2)侵蚀。采用奥林巴斯光学显微镜对涂层横截面组织进行观察。采用 HV‐1000 型维氏硬度计对热处理前后涂层横截面上硬度进行表征,加载载荷为 4.9N,保载时间为 15s。采用拉伸万能试验机对热处理前后涂层的抗拉强度进行测试,拉伸速率为 1mm/min,再采用 JSM‐6460 电子扫描显微镜对拉伸断口进行观察。
2. 实验结果与讨论
2.1 热处理前的微观组织
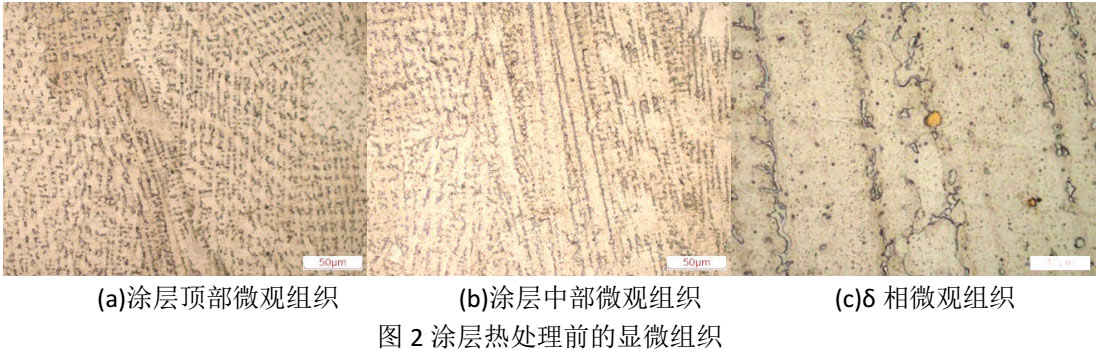
图2 所示为激光熔覆 GH4169 高温合金涂层横截面组织。从图 2 可看出,在涂层顶部有大量细晶组织,在涂层中部为等轴晶和树枝晶混合区,而在涂层底部为方向较为明显的树枝晶,树枝晶的生长方向基本垂直于基体表层。涂层内部没有裂纹出现,但可以发现有少量 δ 相。由于基体的传热速度最快,在熔覆初期熔池内获得很大的过冷,同时基体表面可以作为非均匀形核的基底,液态金属首先在熔池与基体的界面处形核,并沿着热量流失速率最大的反方向外延生长。相比界面处,熔
池内部区域传热速度慢,晶粒会沿着优先生长方向长大,而其他方向生长的晶粒会因周围晶粒的生长而受到限制,形成了尺寸较大且具有方向性的树枝晶[12]。熔覆层顶部散热方向变化,熔覆层顶部横截面组织呈现等轴树枝晶或等轴晶形态。
2.2 完全热处理态微观组织
图3所示为激光熔覆 GH4169 合金涂层完全热处理态显微组织。从图 3(a)可看出,涂层在 1150 ℃下保温 1h 后出现了完全再结晶。由于激光熔覆过程是一个极快加热和冷却的过程,在极大地偏离平衡状态形成的熔覆层中,组织分布极不均匀,熔覆层中的内应力分布极不均匀。在熔覆层高温固
溶过程中,各区域回复程度显著不同,使各区域晶粒大小显著不同。激光熔覆层中存在的高熔点 δ 相在高温固溶过程中保留下来,δ 相一般分布于晶界附近,有利于熔覆层的高温力学性能,尤其是其缺口敏感性。
激光熔覆层经过完全热处理后,组织呈现为细小等轴晶。在高温固溶处理过程,由于奥氏体基
体的溶解度增大,熔覆层中的主要析出相 Laves 相完全回溶到奥氏体基体中,熔覆层出现完全再结晶。在后续热处理过程中,奥氏体中过饱和的 Nb 元素的溶解度随温度降低,而再次以 Laves 相形态重新从奥氏体中析出。但由于固态相变速度较慢,所以热处理后的 Laves 相较为细小,即热处理态涂层组织较为细小。

2.3 980STA 态和 DA 态微观组织
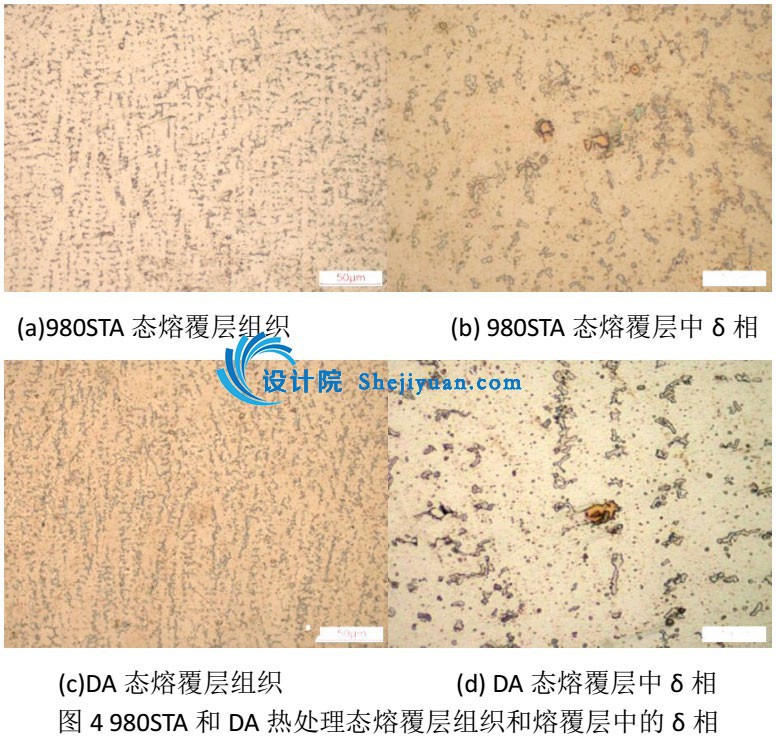
图4 为经 980STA 热处理态和 DA 热处理态激光熔覆层微观组织。从图 4 可看出,由于两种热处理的温度较低,熔覆层组织相比于热处理前有所细化。根据已有研究[13],熔覆层中树枝晶状组织为 Laves+γ 共晶,Laves 相的熔点根据其成分及含量不同在 650‐150℃间变化。两种热处理的温度都处于 Laves 相的溶解温度范围内,说明在两种热处理过程中都有一定量的 Laves 相溶解。结合图 4(a)和(c)可知,980STA 热处理温度较 DA 热处理温度高,组织略微细小,同时由于 DA 处理的时间较长,DA热处理后的组织较热处理前显著细化。说明热处理温度对 Laves 相细化作用比热处理时间大。从图4(b)和(d)可进一步看出,980STA 态熔覆层组织更为均匀细小,熔覆层中具有方向性的树枝晶基本被破坏,DA 态熔覆层中的树枝晶仍然被保留。同时由于 980STA 和 DA 热处理的温度远低于碳化物的溶解温度,碳化物在热处理过程中亦被保留。
2.4 硬度
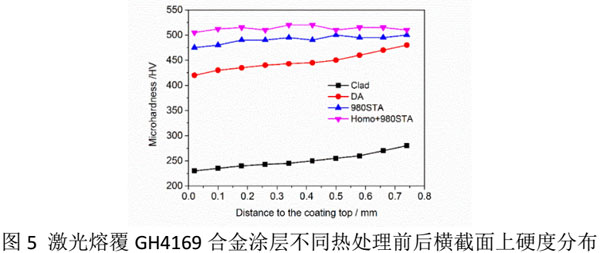
图5 所示为不同热处理前后熔覆层横截面上的硬度分布。从图可看出,热处理前熔覆层硬度约为 230‐280HV,且硬度值大小随熔覆层深度方向增加,在熔覆层与基体界面附近达到最大值。Laves相在熔池凝固最后阶段形成,在熔覆层横截面从上到下方向 Laves 相的形态从细小变得粗大。Laves
相是一种 TCP 型脆硬相,故 Laves 相的形态及分布会使熔覆层的硬度出现由上到下逐渐增大的趋势。根据已有研究[13],在熔覆层横截面顶部的晶粒尺寸较大,而熔覆层底部晶粒尺寸较小,故熔覆层横截面硬度沿着熔覆层深度方向增加。
DA 态熔覆层的硬度增大到 420‐465HV,且熔覆层硬度值分布规律与热处理前相似。由于大量强化相在 DA 处理过程中析出而使熔覆层的硬度显著增加。但是由于 DA 处理的温度相对较低,对 Laves 相的形态与分布,及对熔覆层组织再结晶的影响程度有限,故 DA 态熔覆层横截面硬度分布仍保留热处理前的规律。经高温固溶处理及 980STA 处理后,熔覆层的硬度较 DA 态更高,分别达到了 490HV 和 515HV。主要是因为在高温固溶处理和低温固溶处理过程中,有更多的 Laves 相被回溶到奥氏体中,而在后续的 DA 处理过程中再次以强化相的形式析出,从而体现出更高的显微硬度。同时较高的热处理温度消除了熔覆层中的残余应力,使横截面上硬度的分布较 DA 态及熔覆态更为平整[12]。
2.5 拉伸性能
对热处理前后激光熔覆 GH4169 合金涂层的拉伸性能进行表征,结果表明热处理前的熔覆层强度达到 876MPa,热处理后增加到 DA 态的 1106MPa、980STA 态的 1257MPa 和完全热处理态的
1319MPa,如图 6 所示。主要是由于热处理前的熔覆层中基本没有强化相,而在经过不同热处理后,熔覆层中析出了大量强化相阻碍拉伸塑性变形过程中的位错运动,且熔覆层中出现了不同程度的再结晶而在一定程度上消除了熔覆层中的组织缺陷和残余应力,同时熔覆层中分布在晶界处的 δ 相可显著提高合金的缺口敏感性,故热处理后熔覆层的强度显著提高,同时也可保证熔覆层较高的延伸率。但是 DA 态的熔覆层的延伸率较低,主要是因为 DA 态的温度较低而不能消除熔覆层中的残余应力,而析出的强化相与奥氏体基体间的晶格畸变产生较大的组织应力。在拉伸的塑性变形过程中,微区应力为裂纹形核及扩展提供驱动力[14]。
图7所示为激光熔覆 GH4169 合金涂层不同热处理前后拉伸断口形貌。从图 7(a)所示,热处理前涂层的拉伸断口由有显著生长方向纤维区和剪切阶梯区组成,纤维区为断裂韧窝,剪切阶梯是在堆积过程中形成的组织结构造成。断口上形成的有阶梯状韧窝说明热处理前涂层为沿晶断裂。
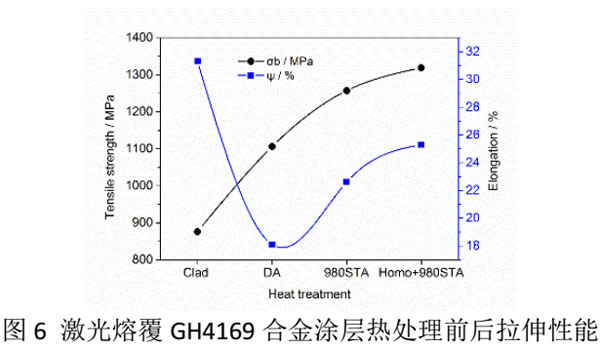
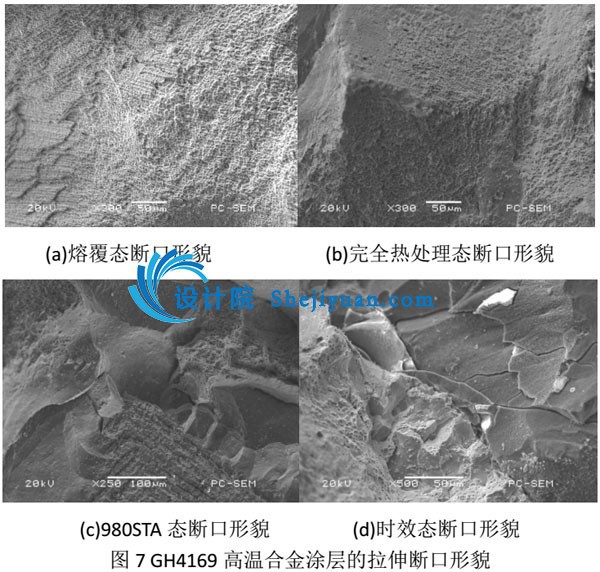
图7(b)所示为完全热处理态涂层的拉伸断口形貌,断口完全由韧窝组成。由于热处理态涂层中有大量强化相析出,在塑性变形过程中能有效阻碍位错运动而使晶内强度高于晶界强度,故完全热处理态涂层是沿晶断裂。完全热处理态涂层表现出高的拉伸强度和延伸率,可见熔覆层的断裂主要由韧性断裂控制。
图7(c)和(d)分别为 980STA 态和 DA 态熔覆层拉伸断口形态。可看出两种涂层断口形态都是由大量的解理面和少量韧窝组成,且断裂面上的凹陷区或凸起区整体上比高温热处理熔覆层断口多且深,说明直接时效态熔覆层的韧性不佳,在断裂过程中受脆性断裂机制影响较大。熔覆层经高温处理后,宏观断口整体相对较为平整,断口的韧窝区较多而解理面较少,可见 980STA 态和 DA 态涂层的断裂主要由脆性断裂控制。
3. 结论
(1)激光熔覆 GH4169 合金涂层组织主要是顶部的等轴晶和中下部有方向性的树枝晶。完全热处理态涂层内发生完全再结晶,过饱和的 Nb 元素在后续热处理过程中析出而形成较为细小的 Laves 相。经 980STA 和 DA 处理的涂层内有部分 Laves 相溶解,组织变得较为细小。熔覆层热处理前后中被保留的 δ 主要分布于晶界附近。
(2)激光熔覆GH4169 合金涂层热处理前的硬度约为240‐280HV,分别增加到完全热处理态的515HV、 980STA 态的 490HV 和 DA 态的 420‐460HV。激光熔覆 GH4169 合金涂层热处理前的拉伸强度约为876MPa,分别增加到完全热处理态的 1319MPa、980STA 态的 1257MPa 和 DA 态的 1106MPa。涂层
力学性能的提高主要是热处理过程中有大量强化相析出,且不同程度上消除和细化了 Laves 相和组织缺陷。高温热处理态熔覆层的断裂主要由韧性断裂控制,980STA 态和 DA 态涂层的断裂主要由脆性断裂控制。
致谢
本文由国家自然科学基金(51401037)、江苏省科技厅工业支持项目(BK20141228),苏州市工业支持项目(SYG201421, SYG201348 和 SYG201251)、江苏省教育厅高校自然科学基金项目(14KJB430001 和 13KJB430001)、江苏省大型工程装备检测与控制重点建设实验室开放项目(JSKLEDC201409)和江苏省机电产品循环利用技术重点建设实验室开放项目(KY301201402-1)资助。
参考文献
[1]姚成武, 铁基激光熔覆涂层的合金系设计、组织特征及强韧性研究. 2010, 上海:上海交通大学.
[2]周建忠. 激光快速制造技术及应用. 2009, 北京: 化学工业出版社.
[3]Chen J, Xue L. Process‐induced microstructural characteristics of laser consolidated IN‐738 superalloy. Materials Science and Engineering: A 2010; 527: 7318‐28.
[4]Xie Y‐j, Wang M‐c, Huang D‐w. Comparative study of microstructural characteristics of electrospark and Nd:YAG laser epitaxially growing coatings. Applied Surface Science 2007; 253: 6149‐56.
[5]Zhang Y, Li Z, Nie P, Wu Y. Effect of Heat Treatment on Niobium Segregation of Laser‐Cladded IN718 Alloy Coating. metallurgical and Materials Transactions A 2013; 44: 708‐16.
[6]Zhang Y, Li Z, Nie P, Wu Y. Carbide and nitride precipitation during laser cladding of Inconel 718 alloy coatings. Optics & Laser Technology 2013; 52: 30‐6.
[7]Li GJ, Li J, Luo X. Effects of high temperature treatment on microstructure and mechanical properties of laser‐clad NiCrBSi/WC coatings on titanium alloy substrate. Materials Characterization 2014; 98: 83‐92.
[8]Obadele BA, Andrews A, Olubambi PA, Mathew MT, Pityana S. Effect of ZrO2 addition on the dry sliding wear behavior of laser clad Ti6Al4V alloy. Wear 2015; 328–329: 295‐300.
[9]Wen P, Feng Z, Zheng S. Formation quality optimization of laser hot wire cladding for repairing martensite precipitation hardening stainless steel. Optics & Laser Technology 2015; 65: 180‐8.
[10]Wen P, Cai Z, Feng Z, Wang G. Microstructure and mechanical properties of hot wire laser clad layers for repairing precipitation hardening martensitic stainless steel. Optics & Laser Technology 2015; 75: 207‐13.
[11]Singh R, Kumar D, Mishra SK, Tiwari SK. Laser cladding of Stellite 6 on stainless steel to enhance solidparticle erosion and cavitation resistance. Surface and Coatings Technology 2014; 251: 87‐97.
[12]Liu F, Lin X, Huang C, Song M, Yang G, Huang W. The effect of laser scanning path on microstructures and mechanical properties of laser solid formed nickel‐base superalloy Inconel 718 Journal of Alloys and Compounds 2011; 509: 4505‐9
[13]张尧成, 激光熔覆INConEL 718 合金涂层的成分偏聚与强化机理研究. 2013, 上海:上海交通大学.
[14]Qi H, Azer M, Ritter A. Studies of Standard Heat Treatment Effects on Microstructure and Mechanical Properties of Laser Net Shape Manufactured INConEL 718. metallurgical and Materials Transactions a‐Physical metallurgy and Materials Science 2009; 40A: 2410‐22.









