管道高效热丝 TIG 工艺研究和市场应用
摘要:海洋工程、石化等行业对管道预制的要求比较高,而且工程量比较大,采用传统的TIG焊手工打底,MIG焊填充盖面,质量和效率都不理想。采用一种新的焊接工艺——高效热丝TIG焊,来实现TIG打底、填充、盖面,并达到MIG焊的高效焊接方法来替代传统方法。通过这种实验,对其进行机械性能研究证明是行之有效的,并在行业上得到成功的运用。
1.背景
目前,在石油、化工、造船、海洋工程等行业里存在大量管道预制的焊接,效率和质量一直困扰目前高质量要求的焊接需求。
传统的 TIG 焊由于其电极的载流能力有限,电弧功率受到限制,熔敷速度低,虽然焊接质量在所有熔焊中是最好的,但其效率很大的受到限制。
随着手工焊人员短缺与生产快速增长矛盾的日益加剧,管道行业用户对高效高质量自动焊的需求日益加剧,并迫切需要得到升级和改善。
2.研究目的
目前,传统焊接工艺采用人工TIG焊打底,手工焊或 MIG 焊、埋弧焊等多工艺手段填充、盖面来提升焊接效率,但是,这些填充盖面办法不好实现自动焊,不适用于各种管径,相对容易产生焊接缺陷,焊接质量合格率受工人操作水平限制。
相对普通TIG焊,热丝TIG焊是在传统冷丝的基础上加一个单独的热丝电源对焊丝进行预热,不改变焊接线能量的情况下增加焊丝的熔化速度,这样,提供的焊接电弧只需要花少量的能量来融化焊丝,从而提高焊接生产效率。
高效热丝TIG比普通TIG效率提高5倍以上,堪比MIG焊速度,熔敷率从0.3——0.5kg/h提升到 2——4kg/h。国内热丝TIG技术处于停滞阶段,远未能正在达到高效、高质的焊接,而国外热丝 TIG 焊工艺的效率也提升不是很明显,达不到MIG焊效率。因此研发高效的热丝 TIG 焊接工艺就显得尤为迫切和重要。
3.实验材料及方法
3.1 实验材料
本实验管道母材Q235‐A钢,厚度12mm,外部直径108mm,化学成分见表1,Q235‐A钢材抗拉强度σb=482MPa,屈服强度σs=235MPa,伸长率δ=26%。采用直径为1.2mm的H08Mn2Si 焊丝,化学成分见表1,08Mn2Si 焊丝抗拉强度σb≥500MPa,屈服强度σs≥420MPa,伸长率δ≥22%。
3.2 实验方法
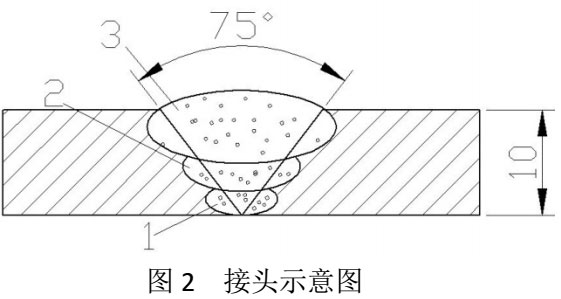
试验采用KB370开口式管钳型管道预制高效热丝TIG焊焊接系统如图1所示,PHOENIX‐521型多功能焊接电源,锐弧‐200热丝电源。采用热丝TIG焊工艺,接头示意图如图2所示。
焊前对管试件坡口内外侧进行打磨除锈处理,范围25mm左右,试焊前对管试件进行点焊固定,点焊三点固定即可,错边量控制在1.5mm内,无间隙。
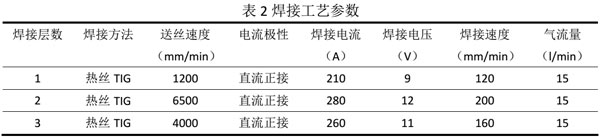
焊接工艺参数如表2所示。使用纯Ar气保护,浓度为99.99%。

4.实验结果
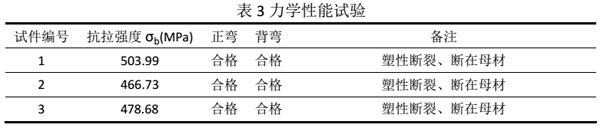
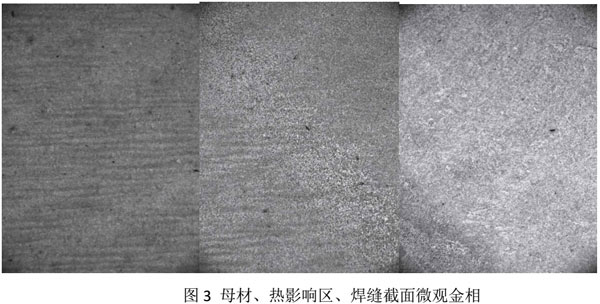
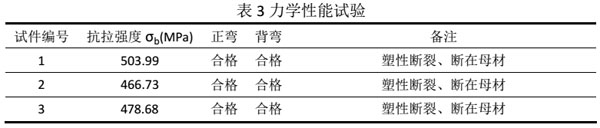
管试件焊接完毕后先进行X射线探伤,全 I级合格,其它实验采用宏观金相、微观金像检验及机械性能检验,分别如图3、图4、图5、图6、表3 所示。图3、图4 中清晰看到三层焊道层次形貌,组织结构变化,焊缝热影响较小,无气孔、裂纹缺陷。表3中发现焊缝均断裂在母材区,正弯、背弯达到GB/T14452‐93标准要求。

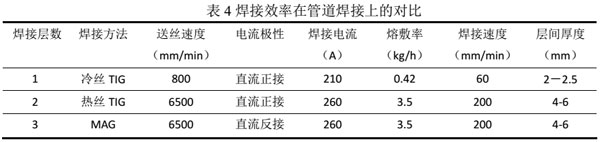
5.TIG、MAG和高效热丝TIG焊效率对比
从表4可以看出,得出如下结论:
(1)高效热丝 TIG 可达到 TIG 焊焊接质量、MAG焊接速度,但是MAG焊焊接过程中存在飞溅大、弧光强、气孔倾向大、线能量大、打磨量大等缺点,虽然,其熔敷效率高,但在高质量要求下明显不如TIG焊稳定可靠,综合效率高效热丝 TIG 焊等同于或略大于MAG焊;
(2)高效热丝TIG焊和传统冷丝 TIG 焊,综合效率提升5-10倍;
6.实验结论
(1)热丝TIG焊可以得到无缺陷表面成形良好的焊缝;
(2)热丝TIG焊送丝速度达到5m/min,最高可达6.5m/min,熔负率可达3.5kg/h,大幅提高了生产效率;
(3)热丝TIG焊缝拉伸断裂在母材,提高了接头性能。
(4)高效热丝TIG焊真正实现了TIG焊的焊接质量,MIG焊的焊接速度
7.市场成熟应用及前景
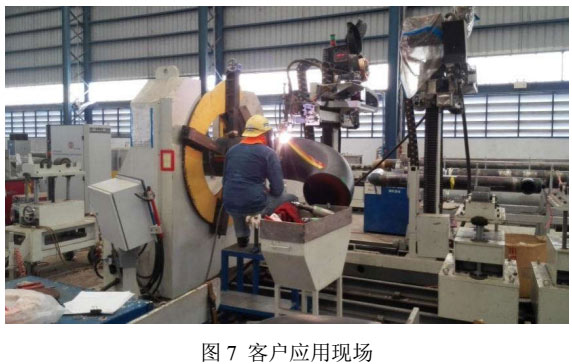
经过近两年的市场推广和应用,目前我们在海洋工程、燃气、仪器仪表、石油化工、容器得到广泛的应用,其中典型客户为珠海中海油公司、新奥燃气集团、艾默生过程控制流量技术有限公司、博世力士乐(常州)有限公司等。图7为客户现场。
于碳钢、更加适合于合金钢、不锈钢、双相钢、镍基合金等材料的焊接(各种不同材料的实验表明,特别是海洋工程中双相钢焊接工艺等行业表明,高效热丝TIG焊的确具备不可比拟的优越性)。并打破了国外热丝 TIG 焊对中国的垄断,效率和国外品牌相比,效率高于国外热丝1.5‐2倍。
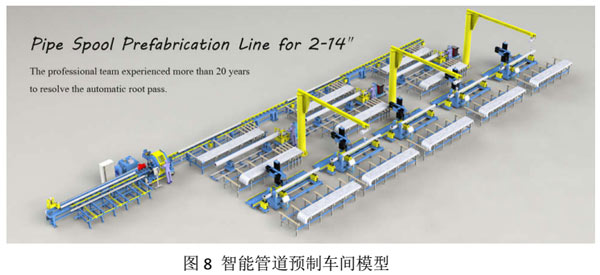
该技术弥补了管道预制焊接的空白,是适合于中国国情的创新工艺技术产品,是管道预制行业的颠覆性创新。完全可以替代现有传统工艺TIG打底+MAG填充盖面的双复合工艺,避免了用户重复购买设备,是真正意义上实现了多功能多用途的管道预制焊接系统。以该技术为核心工艺的焊接系统目前还应用到了智能管道预制系统中,市场前景广阔。图8为智能管道预制车间模型。
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




