深孔对接焊结构改进及焊接工艺研究
摘要:本文主要研究苯乙烯蒸汽过热器的进气端换热管与管板的深孔对接焊缝,根据工况,优化结构设计,开发了首套自动填丝焊工艺,确定了最佳的焊接工艺参数,满足产品设备的使用寿命要,填补了国内无内孔、深孔填丝焊接的空白。
随着中国经济的高速发展,树脂、橡胶、塑料的需求旺盛,拉动了乙烯/苯乙烯行业的飞速发展,为苯乙烯发展提供了机遇。据 2010 年 4 月份统计,目前国内共有 28 家公司 29 套苯乙烯生产装置在运行,产能达到 451 万吨/年,未来还有 6 套装置投产,产能将达到 600 万吨/年,成为世界第一大苯乙烯生产国。
苯乙烯蒸汽过热器是苯乙烯生产装置中技术含量较高的设备之一,它和乙苯过热器和废热锅炉(低压废热锅炉)连为一体,又称组合式换热器(三联换热器)。其优点是安装维护方便,接管阻力小,热量回收充分,热损失小,但缺点是,组合式换热器是多段温度组合的设备,温度变化为 567 ℃‐345℃‐160℃‐120℃,由于使用温度较高,同时温差跨度较大,热应力范围也大,且水平方向膨胀量大,设备容易泄漏。
在二十世纪九十年代前,国内相关行业一直使用进口设备,之后开始逐步国产化,但由于当时国内无法解决固定管板端内孔深孔焊接的技术难题,导致设备在使用过程中,由于固定端的换热管与管板的焊接质量不能达到预期的要求,在使用过程中经常发生换热管与管板焊接接头断裂失效而产生泄漏,影响设备的正常使用,既使通过堵管后使用,由于设备的能耗上升、产品转化率下降,影响企业的投入及产出,当产品转化率下降到一定程度时,这台设备即作为报废处理。
国产化设备和以往进口设备相比,使用寿命明显降低,但由于国产设备价格便宜,维修方便,在工业企业使用时,其性价比的优势还是不错的,因而在国内相关化工企业,国产设备替代进口已经是设备更新的一种趋势。
1. 设备泄漏原因分析及结构改进
1.1.泄漏原因分析
2011年,我公司承揽了某化工厂的一台苯乙烯蒸汽过热器的制造任务,条件是必须解决设备固定管板端换热管与管板内孔、深孔对接焊焊接质量问题,需要显著提高该设备的使用寿命。我们通过该化工厂一台国产报废进行解剖分析,可以看出,所有堵管的地方,其换热管与管板焊缝开裂,换热管与管板焊接的所有焊缝质量很差,即焊接接头的强度不高,在交变热应力的作用下,焊接质量更差的换热管优先断裂失效,如图1。

1.2.换热管与管板焊接接头的配合要求改进
通过对国内的该类设备进行调研,发现该类设备换热管直径小且焊接部位深度大,主要采用自熔焊接,但由于装配及定位精度问题以及焊接控制因素,造成焊接质量不稳定且质量不好。
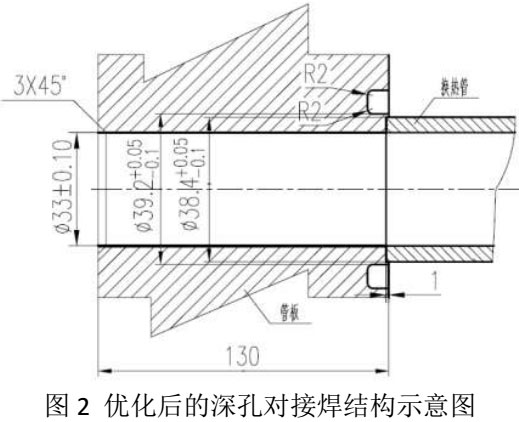
为保证该类焊接接头的焊接质量,我们首先对根据原因分析,决定通过两种方式综合考虑来解决该问题。首先对原有的设计结构进行优化,我们将对接焊缝结构及尺寸精度进行了改进,改进后的结构见图 2 所示。该结构在装配时可以直接将换热管放入管板孔定位台阶中,同时焊接时管板的 0.5mm 定位台阶可以熔化后补偿焊缝背面,保证焊缝不低于母材。其次,通过焊接工艺的改进提高,将自熔焊接改为填丝焊接,减小由于装配问题造成焊缝质量。
2.设备材料介绍
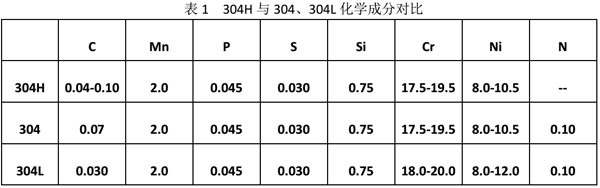
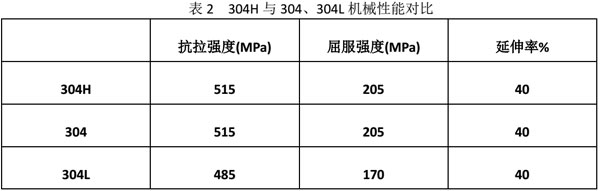
苯乙烯蒸汽过热器由于使用温度高,为保证产品的耐高温和强度要求,因设计温度为 600℃,整个设备采用 SA‐240 304H 材料,该材料除了碳含量要求控制在 0.04——0.10 以提高材料的高温性能外,其余的化学成分同 304/304L 基本一致,焊接性能优异[1]。
3. 焊接方法和焊接设备
3.1.焊接方法
焊接采用自动钨极氩弧焊工艺,并要求填充焊丝。焊接材料采用与 304H 化学成分和机械性能匹配的 ER308H 焊丝[2]。
3.2. 焊接设备
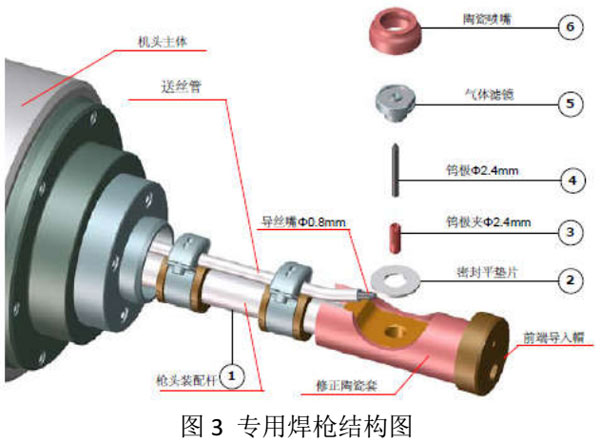
公司采用的自动焊设备为国外进口的某公司生产专用电源和管与管板焊专用型机头,根据结构特性,以及产品结构尺寸要求,特别根据内孔深孔结构及填丝要求全新设计了专用焊枪,焊枪结构见图 3,前端采用胶木导向套定位,中间为陶瓷保护套绝缘保证焊接操作安全。
3.3.设备定位
设备焊接时定位采用平衡吊和气动辅助定位装置共同定位,保证设备焊接过程中的定位准确及平衡稳定。
3.4.焊接保护
焊接正面保护采用焊接级纯氩,背面采用专用保护罩通氩保护。
3.5.焊接工艺试验及检验项目
根据平时其余自动管板焊接的方式,焊接材料的填充丝采用 Φ0.8mm 规格,采用模拟试验件[3]进行焊接工艺调试,并将模拟试验件进行外观及表面检查,同时将其切开进行焊缝的宏观检查。由于产品中该焊缝只能目视检查外观质量,其它检测无法进行,因此,对设备的稳定性和焊接工艺的合理性有较高的要求。
3.6.工艺参数的确定
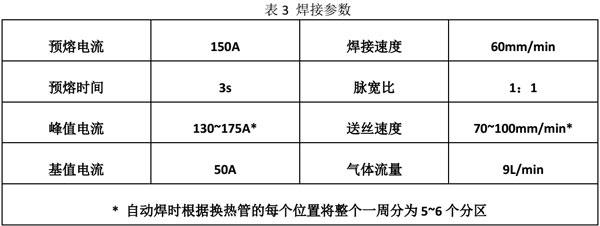
经过大量的试验,反复的检测焊接结果和调整焊接工艺参数,确定了最终的自动焊电源参数,如表 3 所示。
3.7.机头的调试参数的确定
钨极伸出喷嘴口的长度为 4——6mm;导丝嘴与钨极尖的距离为 8——12mm;焊丝到钨极的轴向距离为 2——3mm,焊丝的送丝角度与钨极轴夹角约为 65°——75°。
4.检测方法及结果
将焊后的模拟试验件切开后检查焊缝及表面质量,焊缝表面成型美观,无错边、未焊透和未熔合现象。焊缝的厚度超过换热管厚度,余高控制在 0.5mm 的较优范围。具体试样检测见图 4。

5.制造过程控制
由于该产品的结构限制,当焊缝出现质量缺陷后返修困难,且返修后的焊缝质量也会差一些,
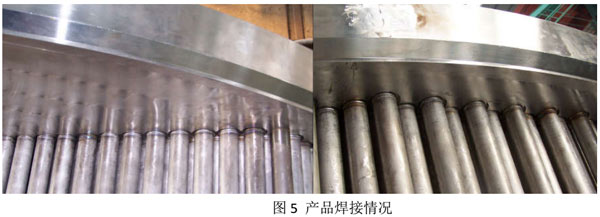
因此要求焊接工艺参数完美,且制造过程中需要在每根换热管焊接后对背面进行目视检测韩缝已焊透,背面成型良好。对换热管内侧采用工业内窥镜进行检查,确保焊缝质量合格后才允许进行下一根的焊接。当发现焊缝出现有异常,需要对工艺参数和设备进行微调,并通过模拟件焊接,确保焊接工艺参数和设备设置参数正确。焊接后的产品焊缝见图 5。
6.结论
6.1.通过产品的制造过程验证,我们对设备的结构改进满足了质量控制要求,达到了预期目的。
6.2.通过对制造过程的跟踪及检测,一台设备约 5000 根管的焊接质量全部一次合格,满足预期质量要求。
6.3.通过该结构改进和工艺开发研究,改变了以前内孔深孔焊时仅能使用自熔焊接的限制,填补了国内无内孔、深孔填丝焊的空白。
6.4.该蒸汽过热器通过在线三年半的运行,未出现一次泄漏事故的发生,表明本次的结构改进和焊接工艺参数和焊接质量可行可靠。
参考文献
[1] ASME CODE Section II‐A Ferrous Material Specifications 美国 ASME 协会 2011
[2] ASME CODE Section II‐C Specifications for Welding Rods, Electrodes, and Filler metals 美国 ASME协会 2011
[3] GB 151‐1999 管壳式换热器
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




