铝合金点焊温度场及熔核尺寸的模拟研究
摘要:本文对铝合金 AA5754 电阻点焊过程展开数值模拟研究,模型中考虑了随温度变化的边界条件、热物性参数以及在电极力与温度共同作用下的接触电阻的影响,分析了不同点焊规范参数对熔核尺寸的影响。经与相同焊接参数获得的点焊接头剖面测量结果对比表明,模拟与实际接头尺寸测量结果吻合较好。
0 引言
电阻点焊以其生产率高、焊接质量稳定、易实现机械化和自动化且辅助工序少、无填充材料等优点在航天制造、汽车工业、铁路运输、电子、仪表等领域得到广泛应用。近年来,由于降低能源消耗和减少环境污染的需求,汽车结构中开始广泛采用铝、镁合金点焊结构来实现车辆的轻量化[1]。铝合金电阻点焊对焊接参数敏感。由于铝合金具有良好的导电导热性能,为获得质量合格焊点,通常使用硬规范—大电流短时间进行焊接;由于铝合金表面氧化膜的存在,在硬规范条件下施焊时,接触面上产生热量较多,极易在接触面上造成飞溅,难以获得质量合格的焊点[2];与弧焊相比,铝合金点焊金属熔化量少,导热系数大,所以熔核凝固速度特别快,易在熔核内部形成缩孔缩松缺陷,这些缺陷将会对焊接接头的力学性能造成很大影响。
电阻点焊是高度非线性、时变性的多耦合过程,因其过程的不可见性与瞬时性给试验实测带来了很大困难,使人们对铝合金点焊熔核形核过程缺乏认识[3]。采用有限元模拟点焊接头形成过程,可灵活方便地对焊点熔核形成过程中的诸多影响因素进行深入研究分析,并可为后续的点焊接头力学性能分析提供有效的分析手段。
1 铝合金电阻点焊有限元模型的建立
1.1 铝合金点焊模型
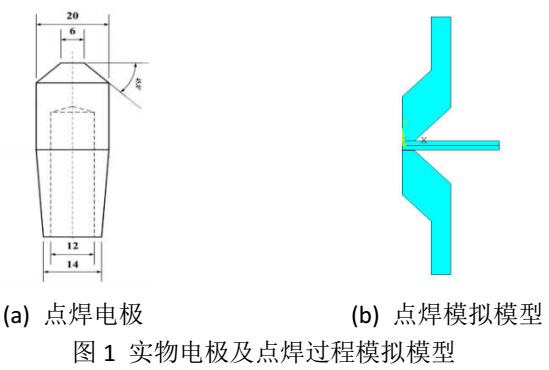
采用 MSC.Marc 软件进行铝合金点焊模拟。模拟中,采用半径为 30mm、厚 1mm 的圆柱板模拟铝合金点焊试件。为使点焊过程模拟更接近实际情况,将电极也纳入模型。电极为锥形 Cu 电极,主体直径为 20mm,电极端面直径为 6mm,冷却水通道直径为 6mm,端面锥度为 45 度。电极具体实物如图 1(a),点焊模拟模型图如图 1(b)所示。
1.2 模拟假设条件
(1)由于电极与铝合金薄板件的对称性,使得温度场结果的近似对称性,模拟取过中心截面的 1/2 作为分析模型。
(2)电极与工件材料随温度变化的热电性能参数,缺乏高温阶段数据时采取线性插值方法获得,缺乏其他数据则采用性能相近材料的热电参数。电极和工件材料均为匀质、各向同性双线性强化材料,遵循 V.Mises 屈服准则、V.Mises 流动准则和各向同性硬化准则。
(3)忽略电极与工件表面的相互滑动摩擦问题,忽略电流的趋表效应,忽略接触面的热电效应和接触热阻。
1.3 网格划分
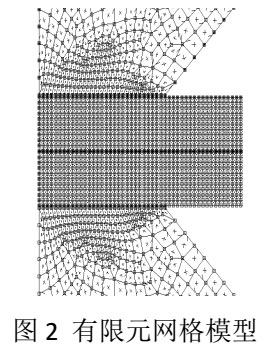
网格划分时,需兼顾计算精度与计算效率,由于所建模型为不规则图形,所以采取局部细分的原则,电极与工件接触区域、工件与工件接触区域网格划分较细,非焊接区域网格较稀疏。点焊模拟局部网格划分如图 2 所示。
1.4 点焊模拟的热和导电边界条件
运用 MSC.Marc 有限元软件对模型进行热电分析时,采用平面热电单元 plane39,设置环境初始温度为 20℃;对上电极上端面所有节点电压自由度进行耦合,使同一边界节点具相同电压值,并在上述节点上施加流入电流;将下电极下端面所有节点电压置为 0;在冷却水通道表面施加冷却水受迫对流载荷;在电极与工件外表面分别施加空气自然对流载荷;其他边界设定为绝热边界和自由边界。
1.5 接触电阻的处理
接触电阻的处理是整个计算模拟的关键部分[4],本模型接触电阻采用电阻率形式。在热电分析时,人为地在电极与工件之间加一层极薄的实体单元[5],厚度为工件厚度的 1/20;在电极与电极之间,同样地加一层极薄的实体单元,厚度为工件厚度的 1/40。这两个实体单元为接触单元,对其设定恰当的电学参数,来达到模拟时接触电阻产热的目的。
接触电阻率与接触压强的关系如式 1、2、3 所示[6]:式中,、 分别为工件间接触电阻率和电极与工件间接触电阻率,;为接触压力 。接触电阻率与温度的关系采用 Gould 提出的接触电阻模型[7]:
综合考虑温度与接触压强的影响,最终采用接触电阻模型如下式所示:
2 点焊温度场模拟结果与分析
2.1 焊接时间的影响
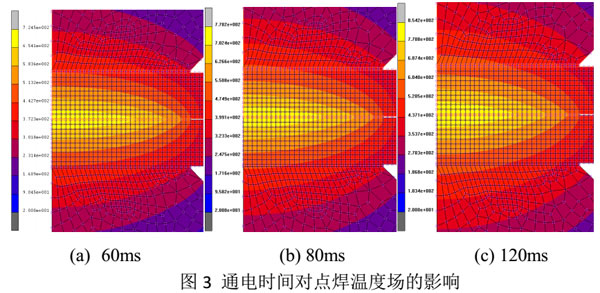
设定焊接电流为 18KA 电极压力为 2.4KN 设定点焊通电时间分别为 60ms、80ms、120ms 模拟结果如图 3 所示。由图 3(a)可知,在点焊 3 周波(60ms)时,温度最高达到 725℃左右,而该铝合金的熔点为 645℃,所以形成的熔核尺寸较小,该阶段熔核在径向生长速度明显大于轴向生长速度,形成的熔核截面形状为椭圆形;图 3(b)表明,随着时间的推移,最高温度逐渐增大,熔核在径向与轴向都有长大;图 3(c)显示,6 周波(120ms)时,温度最高达到 854℃左右,该阶段温度上升速度较缓,熔核生长较充分,10 周波以后,温度接近 1000℃,趋于稳定,此时电极易粘连,易发生后期喷溅。
2.2 焊接电流的影响
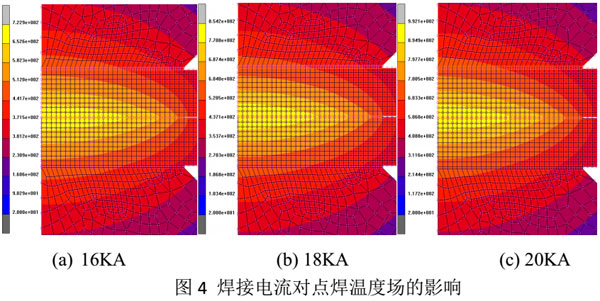
点焊过程中,产热量与电流强度的平方成正比。设定焊接时间为 120ms 电极压力为 2.4KN 焊接电流分别为 16KA、18KA、20KA 模拟结果如图 4 所示,由图 4(a)可知,当电流为 16KA 熔核中心温度为 723℃左右,此时,熔核尺寸偏小;而图 4(b)显示,随着电流的增大,熔核尺寸快速增长;直至电流增大到 20KA 时,如图 4(c)所示,熔核中心温度几近 1000℃,熔核尺寸与电极端面尺寸相似,此时,如果操作或参数不当,极易造成点焊接头飞溅,导致熔核产生缩松缩孔缺陷,降低点焊质量。
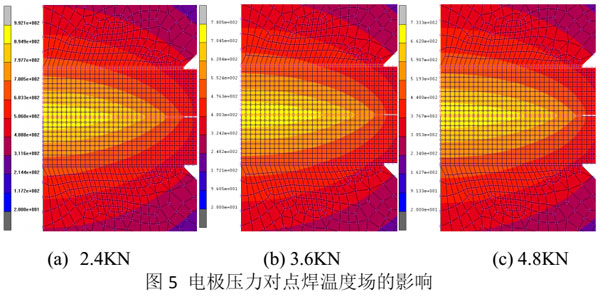
2.3 电极压力的影响
设定焊接电流为 20KA,焊接时间为 120ms,电极压力分别为 2.4KN、3.6KN、4.8KN 模拟结果如图 5 所示,可以看出:随着电极压力的逐渐增大,熔核径向尺寸变化较小,轴向尺寸显著降低,主要是因为电极压力的增大使得接触面接触良好,接触电阻降低,产热量减少,从而熔核尺寸在轴向和径向都有减小。
3 试验验证
笔者将模拟结果与铝合金点焊熔核低倍金相照片进行了对比。
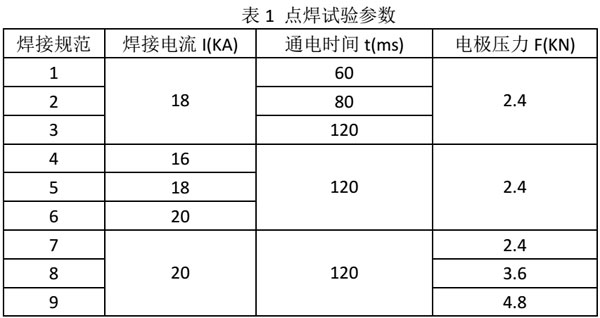
3.1 试件尺寸及点焊试验参数
点焊在 220KW 直流逆变电阻点焊机上进行,铝板尺寸为 95mm*25mm*1mm。焊前,用 10%NaOH 溶液碱洗铝板 3min 左右,后用 10%HNO3 溶液清洗,去除表面氧化物[8]。
点焊试验参数如表 1 所示。
3.2 模拟及实测结果对比分析
3.2.1 熔核截面形状对比
图6(a)、(b)为铝合金熔核低倍金相与数值模拟结果对比。
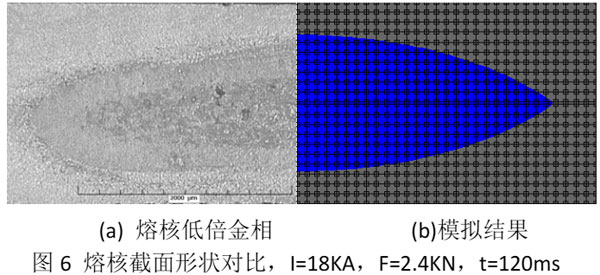
由图 6 可见,模拟所得点焊熔核截面形状与实测结果基本一致,焊核呈椭圆形。模拟所得熔核直径、熔透率与实测结果吻合较好。
3.2.2 熔核径向尺寸对比
表2 为试件熔核直径的实测结果与模拟结果对比。
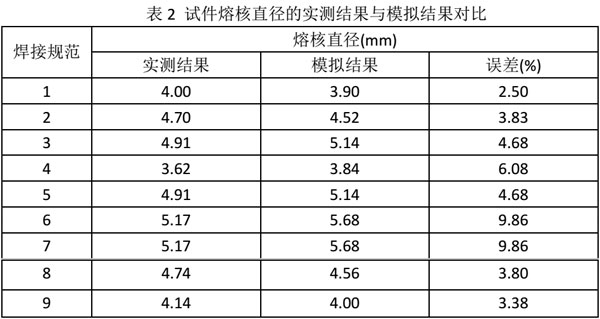
由表 2 可知,模拟结果与实测结果基本相符,工艺参数对熔核尺寸的影响基本一致。随着焊接电流与通电时间的增加,熔核直径增大;而电极压力的增加使熔核直径降低。数据显示,模拟结果与实测结果间存在误差。实测误差包括熔核截面取样、尺寸测定误差等;同时模拟过程较实际点焊过程偏理想化,包括模型简化及材料参数、边界条件、接触电阻的简化等。
4 结论
通过有限元模拟结果与实测结果的对比,可以看出,熔核截面形状和熔核尺寸模拟结果与实测结果吻合较好,工艺参数对点焊熔核尺寸的影响规律与实测结果相一致。随着焊接电流的增加,点焊温度场最大值逐渐增大,从而熔核直径显著增加;通电时间对熔核尺寸的影响与电流类似但程度较弱,且通电时间到一定阶段后,熔核尺寸基本不变;电极压力增加,导致接触电阻减小,从而产热降低,熔核尺寸变小。上述表明,本文所建模型正确,用 MSC.Marc 有限元软件计算点焊过程温度场可靠。
5 参考文献
[1]Tao Jian‐feng,et al. Multi‐field dynamic modeling and numerical simulation of aluminum alloy resistance spot welding. Trans. Nonferrous Met. Soc. China, 2012, 22(12): 3066‐3072.
[2]吴松,王敏,程轩挺,等. 铝合金电阻点焊研究现状及工业应用[J]. 电焊机,2013,43(9):10‐16.
[3]徐进,牛占文,廉金瑞,李宝清,吴志生. 电阻点焊过程数值模拟的研究与进展[J]. 焊接技术,2003,32(1):5‐7.
[4]程方杰,单平,廉金瑞,胡绳荪. 铝合金电阻点焊的形核特点[J]. 焊接学报,2003,24(2):35‐43.
[5]胡芸. 铝合金电阻点焊过程数值模拟[J].金属铸锻焊技术,2010,39(21):131‐133.
[6]杨黎峰. 铝合金电阻点焊熔核形成过程的数值模拟[D]. 吉林:吉林大学硕士论文,2005.
[7]Gould. Modeling primary dendrite arm spacings in resistance spot welds, Part II‐experimental studies[J].Welding Journal, 1994,73(5):91‐100.
[8]李洋,罗震,白杨,等. 铝合金电阻点焊的熔核形成过程[J]. 焊接学报,2014,35(2):51‐54.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




