PAW+GTAW 组合焊工艺对不锈钢焊接接头性能研究
摘要:采用 PAW+GTAW 组合焊的方法对 8mm 的 304 不锈钢进行了焊接,研究了在最佳工艺参数下焊接接头的焊缝宏观特点、组织特征以及力学性能。试验结果表明:使用 PAW+GTAW 组合焊的方法可以在不开坡口的情况下能够实现 8mm 的不锈钢一次单面焊双面成形焊接;此焊接工艺下的焊缝较窄、热影响区小,相对于传统焊接工艺既能提高焊接效率又能保证焊接质量。
0 前 言
随着现代工业的迅速发展,不锈钢以其外表华丽、良好的耐腐蚀性、耐热性和较好的冷、热加工性能的特点,在不锈钢管道、石化压力容器、医疗设备、储运灌箱、特种船舶和航空航天等行业中应用广泛。我国正处于不锈钢生产和应用的高速增长期,2001 年我国不锈钢的使用量已跃居世界第一,这就对作为产品生产的主要技术之一的焊接技术提出了更高的要求[1,2]。 此前不锈钢的焊接方法主要采用氩弧焊、二氧化碳保护焊、埋弧焊,这些焊接方法在实际的生产中存在很多不足:板材焊前坡口制备成本高;焊接的效率低[3];焊接质量一致性得不到保证,产品合格率低;热输入量大,工件变形量大等。与之相比,PAW+GTAW 组合焊焊接工艺,单面焊双面成形,熔透性好,变形小,焊缝成形美观,生产效率高大,焊接质量优良等特点。
1 试验材料及方法
1.1 试验材料
试验用的母材是厚度 8mm 的 304 不锈钢,焊接试件规格为 450mm×300mm×8mm,对接焊缝长度为 450mm,不开坡口。不锈钢的焊接目标是使焊缝和热影响区的韧性、塑性和耐腐蚀性能与母材相同,所以对于 304 不锈钢,选用的焊接材料的化学成分与母材相近,因为焊接过程中能量很大很容易烧损合金元素,如果焊丝的化学成分比母材低,将无法弥补在焊接过程中元素的烧损,结果将导致整个焊缝性能的下降。因此试验中选用的焊丝直径为 1.0mmER308LSi,母材及填充焊丝的化学成分如表 1 所示。

1.2 焊接试验
1.2.1 焊接设备
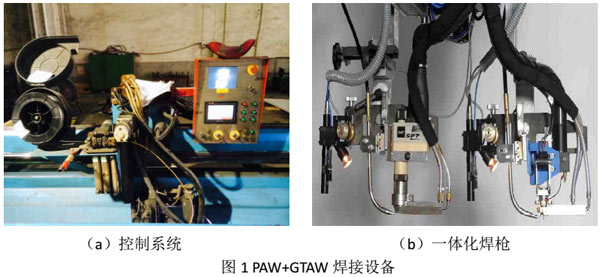
一般来说 PAW+GTAW 组合焊焊接设备的总体组成包括了:一体化焊枪、控制系统(包括了电源)、 GTAW 电源系统、送丝机构、焊接行走机构、气路、水路等等。试验方法为:PAW 打底焊+GTAW 盖面焊,两把焊枪固定在一起组成一体化焊枪,PAW 焊枪在前GTAW 焊枪在后,两把焊枪距离为260mm,一体化焊枪图见图 1(b),整个焊接过程通过焊接控制系统来具体控制,控制系统见图 1(a)。试验中使用的等离子焊机为 LINCOLN DC600 型等离子焊机,TIG 焊盖面使用的焊机是 LINCOLN DC400 型焊机。
1.2.2 焊接工艺
不锈钢焊接接头的韧性和耐蚀性能是该钢种焊接的关键影响因素,只有在制定严格的焊接工艺,才能保证钢优良的焊后使用性能。采用 PAW+GTAW 组合焊在焊接 8mm 不锈钢时只需一道完成,第一把焊枪 PAW 打底焊,不填充焊丝,焊完以后焊缝正反表面成型见图 2,接着 GTAW 加焊丝对前面的打底焊进行盖面,焊缝成形如图 3 所示。

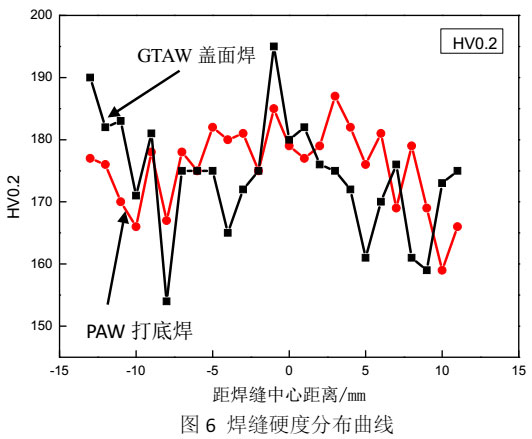
纯氩保护,但是为了保证电弧的稳定一般在保护气体中加入适量的氢气。通过多次的试验得到的焊接最佳工艺参数及保护气体种类及流量见表 2 和表 3。
2 试验结果与分析
2.1 接头微观组织
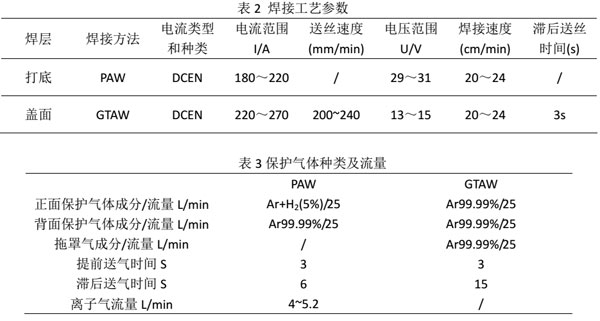
采用 PAW+GTAW 组合焊的方法得到的接头的宏观形貌见图 4,从图 4 中可以看出,焊缝成形均较完好,没有发现咬边、 气孔、未融合、夹渣等缺陷。整个熔透的焊缝是由两层焊缝组成,但两层焊缝的中心位置存在偏移现象。第一层是 PAW 打底焊,其焊缝形状呈指状,第二层是 GTAW 填丝盖面焊,其焊缝形状和普通熔焊形状一致。
组合焊是两种不同焊接工艺的结合,在焊接过程中不同的焊接方法对焊缝组织影响规律也不尽相同,我们也选择了焊缝的不同位置进行了金相组织的观察,具体位置见图 4。
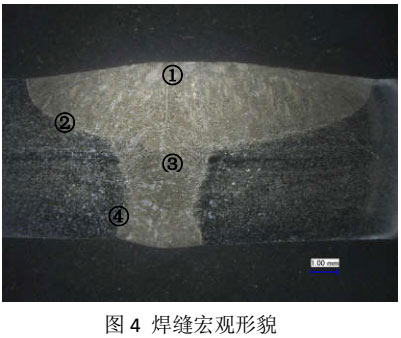
图5 所示的是不同焊接位置的金相组织,PAW 打底焊和 GTAW 填丝盖面焊焊缝组织金相照片见图5(a)和图 5(c)。从图中可以看出,PAW 打底焊和 GTAW 填丝盖面焊焊缝组织都是由奥氏体和奥氏体晶间整齐排列的 δ‐铁素体构成。但是 GTAW 填丝盖面焊形成的组织几乎成连续的条带状分布,晶粒也比 PAW 打底焊部分粗大。这种组织的形成是由焊接金属的结晶方式(冷却速度、过冷度、晶体的生长速度和合金元素的含量等因素)决定的,但主要的影响因素是冷却速度[4]。由于 PAW 打底焊的能量集中,线能量输入小,熔池金属在高温区域停留时间短,因而焊缝的冷却速度大,大的冷却速度有利于细小的晶粒形成,同时第二层对第一层起到了重熔的作用也有利于晶粒的细小。
图5(b)和(d)的位置是 PAW 打底焊焊和 GTAW 填丝盖面焊热影响区的位置,从图中可一看出两个区域的焊接接头热影响区比较窄,焊缝的组织结构较为细密,呈现方向性树枝趋势,这是焊缝金属在特殊凝固条件下的必然结果。

2.2 接头力学性能
图6是PAW打底焊和GTAW盖面焊焊缝硬度分区曲线。从图6可以看出PAW打底焊焊缝硬度最高达到 187HV,GTAW 盖面焊焊缝硬度最高达到 195HV,同时发现 PAW 打底焊焊缝中心周围硬度普遍高于 GTAW 盖面焊焊缝中心周围硬度,这种现象可以通过上面的组织分析得到验证,PAW 打底焊的晶粒要比 GTAW 盖面焊的要细小,细小的晶粒硬度大。至于PAW打底焊和GTAW盖面焊焊缝其他位置的硬度值相差无几,各区的硬度都能达到标准要求。
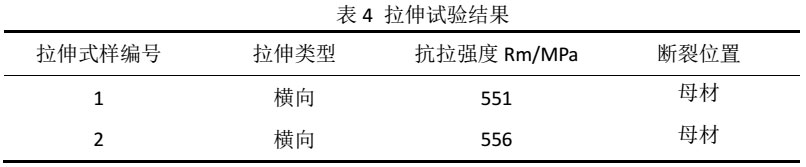
如表 4 是 PAW+GTAW 组合焊对接焊试样焊缝横向拉伸的结果,试件均断于母材,焊件的抗拉强度与母材相当,符合日常生产要求。
冲击试件加工成 55mm×10mm×5mm 的V型缺口试样,对焊缝中心、熔合线、熔合线+1mm、熔合线+3mm 处进行室温冲击试验,其结果见表5。从表5中看出四个冲击位置的吸收功平均值相差无几,但熔合线、熔合线+1mm 位置个别试样的吸收功要小于焊缝位置试样的吸收功。这与晶粒的大小有关,晶粒越小组织冲击性能越好。
3 结论
(1)利用 PAW+GTAW 组合焊工艺焊接 8mm 不锈钢可以在不开坡口的情况下进行单面焊双面成形对接焊。
(2)相对于传统焊接方法,PAW+GTAW 组合焊工艺焊接不锈钢效率有所提高且具有优良的力学性能,既提高了工作效率又保证了焊缝质量。
(3)热输入的大小影响着焊接接头的晶粒大小和力学性能,采用合适的热输入可以得到晶粒细小、力学性能优异的焊件。
参考文献:
[1]董文宁, 陈国余.高效等离子焊接技术及其应用[J]. 电焊机,2007,37(9): 8.
[2]李亚江.焊接冶金学[M].北京:机械工业出版社,2006.
[3]陈国余,刘毅等.等离子焊接系统在不锈钢焊管生产中的应用[J].焊管,2005,28(5):51
[4]崔忠圻.金属学与热处理[M].北京:机械工业出版社,2007
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




