1 前 言
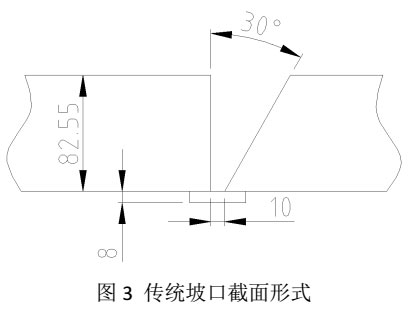
桩腿是自升式海洋石油钻井平台的关键构件,其焊接质量将会直接影响安全稳定性能。桩腿的焊接制造属于高强钢(Q690 级)大厚板焊接范畴(其中 400ft 自升式钻井平台桩腿窗户板厚度为82.55mm),焊接制造难度大,生产效率低。传统工艺采用手工焊条电弧焊方法进行焊接制造,焊前需进行预热,采用多层多道进行焊接,产品稳定性差,返修率高,焊接周期长,劳动强度大,生产环境恶劣,生产现场如图 1.1 所示。为此,本文提出一种采用超窄间隙热丝 TIG 焊接方法实现桩腿窗户板的高效焊接制作[1‐5]。
2.1 坡口设计及装配尺寸要求
2.2 焊接工艺研究
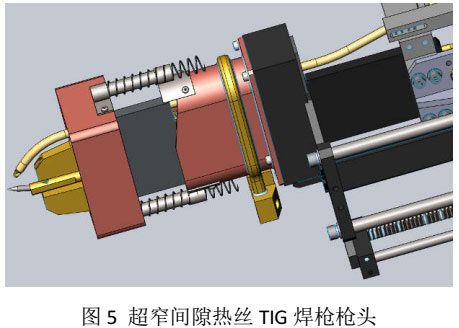
在进行打底焊接时,以下因素会增大打底焊接的操作难度:第一,由于焊接采用超窄间隙坡口形式,坡口根部宽度为 10——12mm,焊枪宽度为 8mm,可调整空间非常小,使实际观察和调整难度增大;第二,为实现窗户板热丝 TIG 全位置焊接,由于该焊接方法的局限性,如钨极尖端与母材距离要求高(2——3mm)、焊接填充量小、热输入低,使得打底焊接往往会出现侧壁熔合不良、焊缝区组织淬硬、焊道不连续、焊缝成形差等焊接缺陷,增大了打底焊接的难度;第三,实际坡口加工状况以及现场装配状态也会增大打底焊接的操作难度;第四,由于窗户板焊接属于高强钢焊接,焊接过程中如产生预热不足或热输入过低等情况,极易产生焊接裂纹以及淬硬组织等焊接问题,因此对焊接工艺提出了很高的要求。
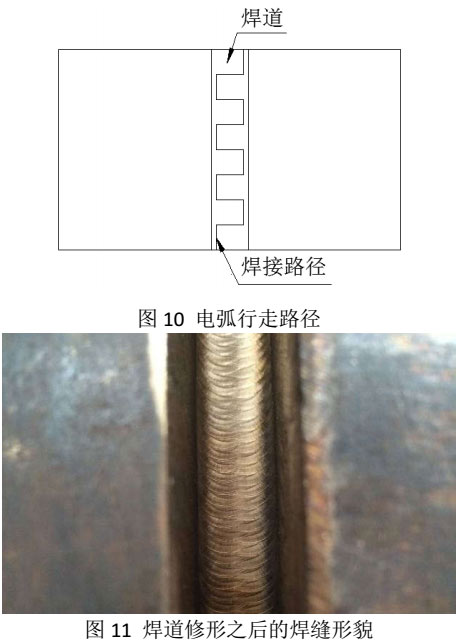
在进行焊道修形和焊道填充时,焊枪位于坡口中间位置,钨极摇动,摇动角度为 60°(左侧‐30°,右侧 30°),根据装配后焊缝间隙也可做相应调整。钨极行走路径如图 2.9 所示,电流采用矩形脉冲电流,中间过渡位置采用基值电流 160——180A,两侧熔融位置采用峰值电流 240——260A,焊接电压为10——14V,焊道填充时送丝速度为 850——1000mm/min。打底焊缝形貌如图 2.10 所示。
3.1 无损探伤结果
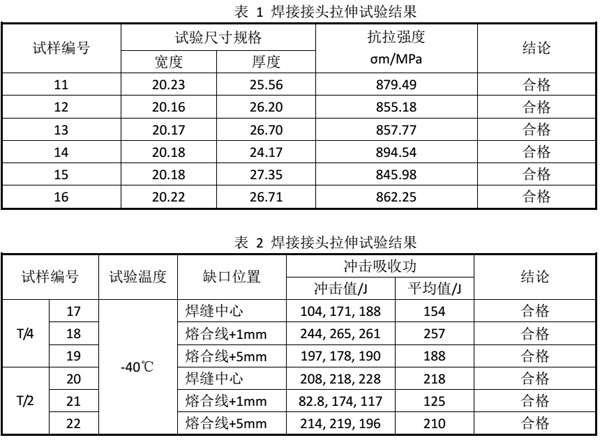
3.2 力学性能检测
上述数据表明采用的此种超窄间隙热丝 TIG 焊接方法、工艺参数合理可行,所选用的焊接材料与母材匹配良好,完全能够满足桩腿窗户板焊接性能的要求。
 4 结论
4 结论
焊接时间需要大约 9h。焊接填充量相当于原来的 36%,焊接效率提升 1 倍以上。
(3) 采用的此种桩腿窗户板超窄间隙热丝 TIG 焊接新工艺评定试验各项性能达标,焊接接头综合机械性能良好,为后续桩腿自动化焊接生产奠定了坚实的基础。
[1]宋立新, 潘志明. 自升式钻井船桩腿齿条板焊接工艺研究[C]. 全国钢结学术年会论文集. 2010, (10).
[3]李宁, 窦磊, 李娜. Q690高强板焊接工艺评定[J]. 科学时代. 2010,(7).
[5]李亚江, 蒋庆磊, 暴一品. 焊接热输入对Q690高强钢热影响区组织和韧性的影响[J]. 中国科技论文在线. 2011,06(2).
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




