摘要:采用 Ag‐Cu 和 Cu‐Mn‐Co 这两种钎料对 W‐Cu 复合材料和 Fe 基粉末合金进行真空钎焊试验。试验获得性能良好的钎焊接头,通过 SEM,EDS 分析了钎焊接头的显微组织和断口形貌特征,并利用 XRD 对钎焊接头物相组成进行分析,结果表明:钎焊接头的结合面平整、组织致密,钎料与基体母材在界面处相互溶解扩散,反应分别主要生产 Ag(Cu)固溶体相和 Cu(Mn)固溶体相,促进了焊缝的稳固连接,Ag 基和 Cu 基钎焊接头强度分别为 317MPa 和 704MPa,断口分别表现为解理断裂与延性断裂;脆性解理断裂发生在 Fe 基粉末合金侧近缝区,而延性断裂主要出现在钎缝处。
0 引言
W‐Cu 复合材料由高熔点、高硬度的钨和高导热导电的铜所构成,由于体心立方结构的 W 和面心立方结构的 Cu 既不相互固溶也不形成金属间化合物,而是以两相假合金的混合相形态存在,通常把 W‐Cu 复合材料称为“假合金”[1‐2]。W‐Cu 复合材料呈现出 W、Cu 金属物理特性,不仅具有高的导热导电率和低的热膨胀系数,还表现出良好的高温强度、抗热震性、耐烧蚀性及尺寸稳定性[3]等性能。常被用作耐高温连接件、散热基件、热沉材料及触头材料,在航空航天、电子、机械、电力、国防等[4]领域得到广泛应用,是一种极具发展前景的高温复合材料。
W‐Cu 复合材料制备工艺特殊性,以及产品的形状和尺寸受到限制,因此研究 W‐Cu 复合材料的连接技术可以制备更为复杂的零件。在当前技术不断创新发展的时代,关于 W‐Cu 复合材料连接技术的研究受到各国广泛的重视,目前主要采用钎焊[5‐7]、摩擦焊[8]、扩散焊连接[9]等连接方式。在实际生产过程中,钎焊因工艺简单、接头成型美观且具有良好的使用性能等优点,广泛应用于复杂零部件的生产制造。因此,开展 W‐Cu 复合材料钎焊连接技术的研究是十分必要的。
W‐Cu 复合材料与 Fe 基粉末合金构成复合件,既可弥补 Fe 基粉末合金的缺陷,又能改善符合构件的整体性能。本文以 Ag‐Cu 和 Cu‐Mn‐Co 钎料对 W‐Cu 复合材料和 Fe 基合金进行真空钎焊连接。设定合理的钎焊工艺参数,并通过对钎焊接头区组织、元素扩散、接头的弯曲强度、断口形貌和界面行为进行研究分析,以期获得性能良好的钎焊接头。本课题研究结果为 W‐Cu 复合材料复合构件的制备及应用提供必要的理论依据,同时对 W‐Cu 复合材料与 Fe 基粉末合金的的应用与推广提供重要的理论实际意义。
1 试验材料和方法
试验选用的母材为 W55‐Cu45(质量分数,%)和 Fe 基粉末合金,尺寸均为:20mm×20mm×5mm;Ag‐Cu和Cu‐Mn‐Co 钎料箔片尺寸均为:20mm×5mm。铁基粉末合金和钎料的化学成分具体如表 1。

焊前用金相砂纸打磨并严格清除母材表面的氧化物及油污,保证待焊表面平整光洁且具有一定的粗糙度。将预处理的试样放入丙酮中超声波清洗 10min,去除表面的污渍和油污。试验材料叠放装配于专用夹具中,垂直加载固定压力 P,保证对接接头的准确性以及促进钎料润湿铺展;两种钎焊工艺参数如表 2 所示。
钎焊时真空度均优于 4×10‐3Pa。焊后利用 CMT5205 型电子万能试验机并配有专门夹具测试接头的四点弯曲强度,测量时压头以 0.3mm/min 的速度加载,试样尺寸为 40mm×5mm×5mm;利用线切割将接头加工为 20mm×5mm×5mm,利用金相砂纸打磨、抛光后制成金相试样,用腐蚀液显蚀钎焊接头显微组织以及形貌特征。采用 JSM‐6480 扫描电镜(SEM)和 INCA 能谱仪(EDS)对钎焊接头的微观组织和断口形貌特征进行观察分析;利用 X 射线衍射仪(XRD)分析钎缝界面区物相组成。
2 试验结果与分析
2.1 接头的性能及断口形貌

在室温条件下,对不同钎料钎焊 W‐Cu 复合材料和 Fe 基粉末合金进行四点弯曲强度测试,结果如表 3 所示。可以发现,Ag 基钎焊接头的强度为 317Mpa,Cu 基钎焊接头的强度达到 704Mpa。Ag‐Cu 钎焊接头的弯曲强度较低,在钎焊过程中,由于钎料与基体母材元素扩散相对不充分,Fe 粉末合金处产生较大的残余应力,弯曲过程中塑性变形能力有限,从而在 Fe 基粉末合金侧近缝区断裂;Cu‐Mn‐Co钎焊接头的塑性能力极佳,钎料与基体母材结合面产生大量的塑性固溶体和化合物,在弯曲过程中,随着应力的增大,接头的塑性变形加大,在钎缝中发生开裂。在钎焊温度条件下,钎料与基体母材能够充分填充钎缝间隙,与基体母材形成良好的扩散溶解,才可以形成组织致密,性能良好的钎焊接头。
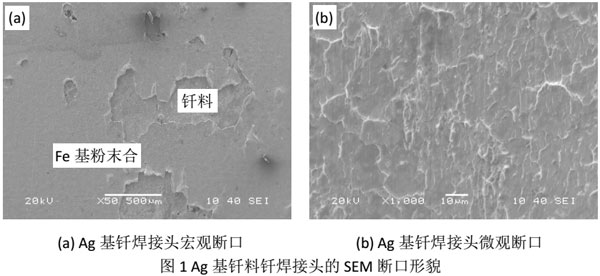
图1为 Ag 基钎料钎焊接头的断口形貌照片。从图 1(a)中可以发现,Ag 基钎焊接头的断口界面光滑平整、有金属光泽等特征,存在 Fe 基粉末合金和钎料两种组织形态,可以判断接头断裂在 Fe 基粉末合金近缝区。如图 1(b)所示,凹凸不平的断裂面出现大量的条文花样类似于河流花样特征,并出现明显的滑移和撕裂现象。在撕裂或通过基体和孪晶的界面发生开裂而相互连接,形成河流花样特征;接头在屈服过程中释放自由能,裂纹与螺型位错相交形成解理台阶,断裂无明显的塑性变形,属于脆性断裂为典型的解理断裂特征。
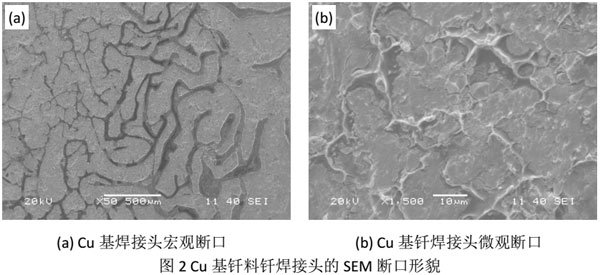
图2 为 Cu 基钎料钎焊接头的断口形貌照片。如图 2(a)所示,断口表面铺满钎料,钎料层粗糙不平,颜色灰暗无结晶颗粒金属光泽,断口表面暗灰色与浅灰色交汇如同流水花样分布。从图 2(b)可以发现,断口表面出现大量的撕裂脊背并伴随着少量的韧窝,在施加载荷过程中,由于较小且深度较浅的韧窝,在塑性变形过程中,微孔汇集连结在一起,随着压力的不断增大,当超过屈服强度时,在钎料中的沉淀相处分离产生微孔,并发生塑性变形使大量汇聚的微孔产生形成颈缩,从而产生撕裂形成撕裂脊形成裂纹。属于由塑性变形引起的一种典型的延性断裂。
2.2 接头界面的显微组织
图3为 Ag 基钎焊接头界面的显微组织图片。从图中观察发现钎缝与 W‐Cu 复合材料和 Fe 基粉末合金之间形成良好的冶金结合,无明显的微观裂纹、孔洞等缺陷存在,连接界面清晰可见。钎缝内部组织成分主要为 Ag 和 Cu 固溶体,少量的 Fe 元素渗入钎缝内部,W 元素未与连接区元素形成固溶冶金反应。微区 A 在 W‐Cu 与钎缝的结合面侧,主要含有 Ag、Cu 元素,以及少量的 Fe 元素,在该区域形成Ag(Cu、Fe)固溶体,提高了钎料对 W‐Cu 的润湿铺展性能;微区 B 为主要为 Cu 在 Ag 中的固溶体,是 Ag‐Cu 共晶中的富 Ag 相,在微区 D 中,弥散分布大量的白色颗粒,主要为 Cu(Ag、Fe)固溶体组织,大大降低了界面能,提高了钎缝的强度;在钎料与 Fe 基粉末合金侧的微区 C,Cu 与 Fe 形成共晶反应,促进了 Cu 在‐Fe中的溶解度,以及形成大量的 Ag(Cu)固溶体和共晶相,改善了界面的微观组织和界面性能。Ag‐Cu 钎料与基体成分相互扩散反应形成固溶体和共晶相,成为 W‐Cu 与 Fe 基粉末合金良好连接的关键。

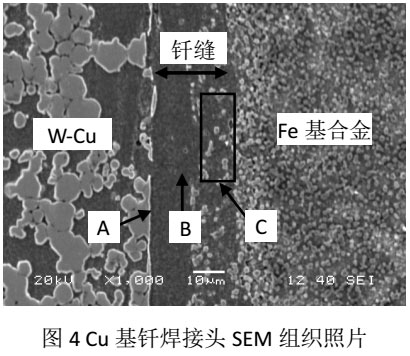
图4为 Cu 基钎焊接头界面的显微组织图片。从图中可以看出,钎料与基体母材的结合界面致密平整、接头成型良好,说明钎料与基体元素之间产生良好的固溶冶金反应。W‐Cu 与钎料产生明显的中间层结合面,微区 A 汇聚大量的 Cu 和 W 元素,以及少量的 Mn 元素;W 颗粒与钎料中的 Cu 元素在钎焊温度下依靠两者凹凸表面啮合在一起;在钎焊温度下,W‐Cu 中的 Cu 元素与钎料中的 Mn 元素相互扩散与溶解,形成 Cu(Mn)固溶体,促进了界面的良好的塑性,增强了钎料与 W‐Cu 的结合性能。微区 B 中,聚集大量的 Cu、Mn 元素,反应生产 Cu(Mn)固溶体,并溶入了微量的 Fe 和 W 等元素,在钎缝中作为基体连接两侧的母材。微区 C 弥散分布着连续或间断的絮状组织,深灰色组织主要由 Cu(Mn、Fe)和 Fe‐Co 固溶体组成,浅灰色颗粒含有大量的 Cu、V、Mo、W 元素,说明 Cu 基钎料与 Fe 基粉末合金元素得到了充分的扩散与冶金反应。在钎焊温度和一定的保温时间下,Cu 基钎料与铁基粉末合金中的主要元素得到了充分的扩散与冶金反应,有利于保证钎焊接头的整体连接性能。
2.3 钎缝物相分析
为了进一步研究 W‐Cu 复合材料与 Fe 基粉末合金钎焊界面的物相组成,本研究采用 X 射线衍射仪对其钎缝界面进行测试,并将衍射图样与标准衍射卡片(JCPDS)进行对比分析,以确定钎缝界面的物相组成。
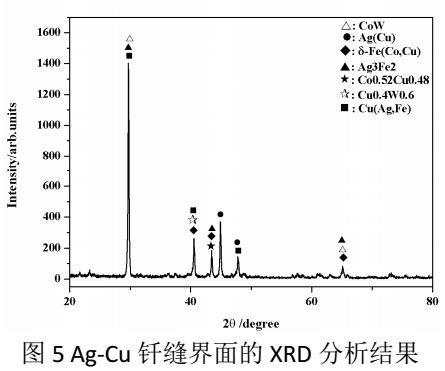
从图 5 可以看出,W‐Cu 复合材料与 Fe 基粉末合金钎缝中主要存在富铜相 Cu(Ag、Fe)和富银相 Ag(Cu) 以及少量的 Co0.52Cu0.48 相;Fe 基粉末合金中的微量的 Co 与 W‐Cu 中的微量 W 在钎料中形成 CoW 相,以及在 Fe 基粉末合金侧钎缝界面区发生冶金反应,并生成少量的‐Fe(Co、Cu)和 Ag3Fe2 相,可提高钎焊接头的韧塑性,但影响非常局限。钎料与基体母材进行冶金反应生产新的固溶体和少量的金属间化合物,降低了钎缝界面自由能,有利于提高 Ag‐Cu 钎料与基体母材的亲和力和润湿性,便于形成良好的钎焊接头。
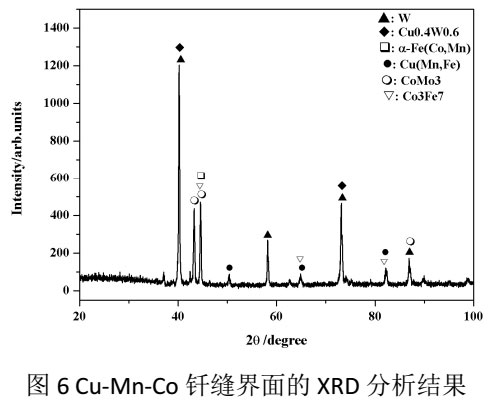
利用 Cu‐Mn‐Co 钎料连接 W‐Cu 复合材料与 Fe 基粉末合金,钎料对基体母材具有良好的润湿性作用,进一步研究分析接头的冶金反应和性能特点,保证钎焊接头在整体构件的稳定性能,对钎焊接头连接界面进行物相成分分析,如图 6 所示。从图中可以发现,W‐Cu 复合材料与 Fe 基粉末合金的钎缝主要由 Cu(Mn、Fe)固溶体和和‐Fe(Co、Mn)固溶体组成;在 Fe 基粉末合金材料侧钎缝区存在少量的 CoMo3 和 CoFe3 相,有利于促进钎料与Fe 基粉末合金的界面强度;通过分析发现,在钎缝界面还出现微量的单质W 和Cu0.4W0.6相,W‐Cu 复合材料由性能差异极大的两相单体组织构成[10],在钎焊过程中由于扩散作用,W‐Cu 表面存在均匀凹凸曲面和孔洞现象,反应的固溶体渗入填充,增大了钎缝与基体母材的啮合程度,能显著的提高钎缝界面的结合强度和韧塑性能。
3 结论
(1)利用 Ag 基钎料、Cu 基钎料连接 W‐Cu 复合材料和 Fe 基粉末合金,弯曲强度分别为 317MPa 和704MPa;从断口形貌看出,Ag 基钎焊接头形貌呈流水花样,发生在 Fe 基粉末合金侧近缝区为典型的解理断裂;而 Cu 基钎焊接头有大量的撕裂脊以及少量的韧窝是典型的延性断裂,其断口主要发生在钎缝区;Cu基钎焊接头的塑性变形能力和强度明显高于 Ag 基钎焊接头的强度。
(2)采用真空钎焊方法,并采用 Ag‐Cu 和 Cu‐Mn‐Co 两种钎料可成功实现 W‐Cu 复合材料与 Fe 基粉末合金的稳固连接;在 Ag 基钎焊接头中,连接界面主要为 Cu(Ag、Fe)和 Ag(Cu、Fe)固溶体相,而在钎缝中存在大量的富 Ag 相,增强了钎料与基体母材的润湿性能;在 Cu 基钎焊接头中,主要为 Cu(Mn)固溶体相,为钎缝接头提供了充足的塑性储备,接头显微组织致密且界面结合良好。
(3)在钎焊温度下,Ag 基和 Cu 基钎料元素在钎缝内部到了充分冶金扩散,对接头的显微组织及界面结合起到了重要作用;Ag 基钎料中 Ag、Cu 元素扩散速度快且均匀,在 W‐Cu 复合材料中扩散溶解作用明显, Fe 基粉末合金中的 Fe 元素在钎缝界面区产生微小的扩散,在整个钎缝区域几乎全部为富 Ag 相和固溶体相,促进了接头的结合性能;Cu 基钎料中的 Cu、Mn 元素,在钎缝中均匀分布生成大量的 Cu(Mn)固溶体相,Fe与 Co 无限固溶产生 Fe(Co),提高了钎料与基体母材的塑性和结合力。
参考文献:
[1]吕大铭.钨铜复合材料研究的新进展[J].中国钨业,2000,15(6),27‐30.
[2]徐凯.钨铜符合材料的现状与发展[J].2010,25(3):30‐34.
[3]李志翔,杨晓青.W‐Cu 复合材料的最新研究进展[J].机械.2005,32(8):53‐56.
[4]Changchun Ge, Zhangjian zhou, Shuxiang Song, et al. Progress of research on plasma facing materials in University of Science and Technology Beijing[J]. Journal of Nuclear Materials, 2007, 363‐365: 1211‐1215.
[5]Inoue T, Hiraoka Y, Naka M, et al. Brazing of tungsten‐copper composites using Ag‐Cu alloys[J]. DVS Berichte, 2004, 231: 296‐299.
[6]Hiraoka Y. Hanado H,Inoue M T, et a1. Fracture characteristics of the brazed W‐19v01%Cu composite using BAg‐8[C].Proceeding of the 3rd International Brazing and Soldering Conference. San Antonio, Texas, USA: Asm Intl, 2006.
[7]姜国圣,古一,王志法,等.镀镍钨铜与银铜焊料钎焊工艺的研究[J].表面技术,2009,38(4):42‐43.
[8]Ambroziak A, Korzeniowski M. Friction welding of niobium and tungsten pseudoalloy joints[J]. International Journal of Refractory metals and Hard Materials, 2011, 29(4): 499‐504.
[9]Chunhuan Chen, Xiaojing Liu, Zhenbo Wang. The effect of jioning methods on the resistivity of W‐Cu alloy and Cu joint[J]. Physics Procedia, 2012, 25: 68‐72.
[10]刘秋香,谢仕芳,陆德平 W‐Cu 梯度热沉材料的研究进展[J].江西科学,2012,30(4):499.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




