6061 铝合金 CMT 焊接工艺及接头组织性能研究
摘要:CMT(Cold metal Transfer)冷金属过渡技术是在 MIG/MAG 焊接工艺基上开发的一种革新技术,热输入极低,适合焊接薄板。采用 CMT 焊接工艺,进行 6061铝合金板材的焊接性分析,焊后利用光学显微镜、万能拉伸试验机和显微硬度仪等设备对焊接接头的组织与力学性能进行了检测分析。结果表明,通过优化工艺参数,采用 CMT 焊接工艺可以获得表面成形良好的焊接接头。焊接接头的热影响区较窄,晶粒稍有长大,硬度值相对稍低。焊缝区组织均匀,晶粒细小。焊接接头的抗拉强度可达到母材的80%左右。
0 前言
铝合金具有大的比强度、高的塑性、良好的耐腐蚀性能以及优异的机械加工性能、较高的回收率等特点,被广泛应用于航天、船舶、汽车、轨道车辆等交通运输业产品的生产领域[1‐4]。据统计,交通运输业用铝量占铝总消费量的 30%以上,成为铝材最大用户,铝材正在部分替代钢铁成为交通运输工业的基础材料[5]。目前我国的 CRH1、CRH2、CRH3、CRH5 四种类型的高速动车组列车,除 CRH1 型车体采用的是不锈钢外,其余三种动车组车体均为铝合金[6,7]。有资料表明,国内外现有铝合金车体制造中有超过 90%的焊缝采用 MIG 或 TIG 焊工艺[7]。然而,使用传统熔化焊工艺焊接这类铝合金时,主要出现的焊接性问题有:焊缝中的气孔、焊接热裂纹、接头变形及软化等[8‐9]。这些焊接性问题与铝合金的物理性质有关,很难得到根本的解决,在一定程度上也制约其应用前景。
奥地利 Fronius 公司 CMT 冷金属过渡技术是在短路过渡基础上开发的。普通的短路过渡过程是:焊丝熔化形成熔滴、熔滴同熔池短路、短路桥爆断,短路时伴有大的电流(大的热输入量)和飞溅。而 CMT 过渡方式正好相反,在熔滴短路时,数字化电源输出电流几乎为零,同时焊丝的回抽运动帮助熔滴脱落,从根本上消除了产生飞溅的因素。使 CMT 焊相比普通 MIG/MAG 焊有一定的优势:(1) CMT 几乎无电流状态下的熔滴过渡,焊接热输入量极低,焊接变形小;(2)CMT 焊弧长控制精确,电弧更稳定;(3)焊缝成形均匀一致[10]。
本文主要探讨镁合金的 CMT 焊方法,对铝合金在工业中的应用具有重要意义。
1 试验材料及试验方法 1.1 试验材料
试验采用6061 铝合金板材,焊丝采用ER5183 铝合金,焊丝直径φ1.2mm。焊接过程中选用99.99%的高纯氩气做保护气,并且在焊前去除试样表面的油脂及氧化膜。
1.2 试验方法
对6061 铝合金板材进行对接 CMT 焊试验。焊接后,经切割、研磨、抛光和腐蚀,制备成试件。采用金相显微镜进行分析,得到接头的金相显微组织照片。拉伸试样按国家标准 GB2651‐2008《焊接接头拉伸试验方法》中规定取样,采用 CMT5205 型电子万能试验机进行焊接接头的拉伸试验,拉伸速度为 2mm/min。测量试件硬度负载为 25g。
2 试验结果及分析
2.1 焊接工艺参数
试验采用平板对接焊,采用高纯氩气作为保护气体。由于焊接参数多而复杂,工艺参数对焊接质量起至关重要的作用,CMT 焊机本身自带经过优化的焊接参数专家系统数据库,其焊接电流、电压与送丝速度是协调线性调节的,只需要调节送丝速度,电流和电压会对应随之变化。同时可以通过弧长修正和电感修正来微调电流和电压,以达到最佳的焊接效果。本套 CMT 设备可以选择不同的焊接模式,每种模式下对应的可调节参数略有不同。试验中选用 CMT 模式,经过前期的工艺试验,总结出影响焊接质量的工艺参数包括焊接电流、电压、送丝速度、焊接速度、弧长修正、焊枪位置及姿态、保护气流量等。
试验选择焊接电流和焊接速度作为可调参数,焊接电流、焊接电压、送丝速度是从焊机控制面板上设定的,系统根据自带的专家库对焊接过程的参数进行即时调节,所以焊接时的实际参数与设定值略有偏差。采用不同的焊接电流和焊接速度对镁合金搭接焊接,研究焊接电流和焊接速度对焊接成形质量的影响。
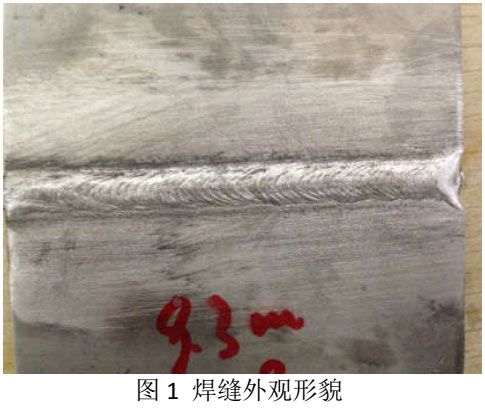
实验结果表明:随着焊接电流的增大,焊缝的熔深和熔宽随之增大;当焊接速度增大时,焊缝的熔深和熔宽呈现降低的趋势。通过试验的观察以及对电弧的稳定性进行调整,得到较佳的焊接工艺为焊接电流 160A,焊接电压19V,送丝速度9.3m/min,焊接速度900mm/min,保护气流量17L/min。
得到的焊缝成形良好,上表面连续平整,为鱼鳞状波纹,并且没有咬边、裂纹、表面气孔等缺陷,如图1所示。
2.2 接头力学性能分析
在优化的焊接工艺下,得到铝合金 CMT 焊接对接试样,按照相应标准将试样上下表面磨平,去除余高,进行拉伸试验。试样如图 2 所示,拉伸试验结果见表1。

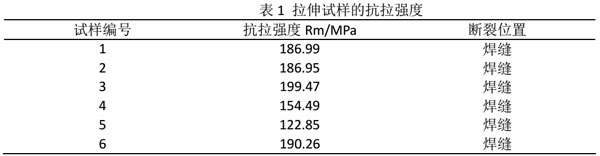
拉伸结果显示,接头的断裂位置均在铝合金焊缝处,最大抗拉强度为199.47Mpa,达到母材的80%左右,基本满足强度要求。4号试样由于焊接速度过快而导致热输入过低,产生未熔合缺陷,从而抗拉强度较低。5号试样焊接电流最小同时焊接速度相对较快,热输入过低使得焊缝未焊透,故抗拉强度最低。
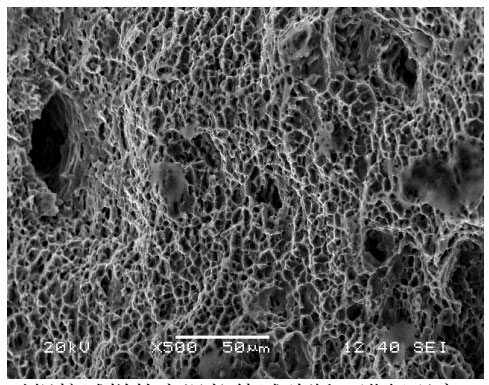

对焊接试样的室温拉伸试验断口进行观察,扫描电镜图如上,可以发现数量较多韧窝存在于断裂起始位置,韧窝类型为穿晶型断裂。图中,韧窝分部较为均匀,大小相对不一致。断裂时,位错堆积首先产生在焊缝区域内部的晶界、夹杂、析出物以及一些塑性变形不连续的部位,在铝合金中主要发生在气孔区域,应力集中在这些区域发生,之后在局部塑性变形区域出现微孔形核。随着塑性变形的发展,微孔长大,并发生聚集,最后相互连接导致断裂的发生,同时在断裂面上出现形态、大小及深浅不一的韧窝。
为了研究焊接接头的硬度分布,对焊接接头截面的焊缝区、熔合区、热影响区和母材区进行显微硬度测定。采用MH‐5D自动转塔式显微维氏硬度计,打硬度后,不同区域的显微硬度分布如图3。由此可见试件的硬度大约分布在60——74HV之间,其中焊缝的硬度大约分布在63——74HV之间,熔合线附近硬度值最高约为74HV。在热影响区内距熔合线约3mm的地方存在一个硬度最低的区,即软化区,其硬度值约60HV。母材硬度曲线较为平均,在65HV左右。
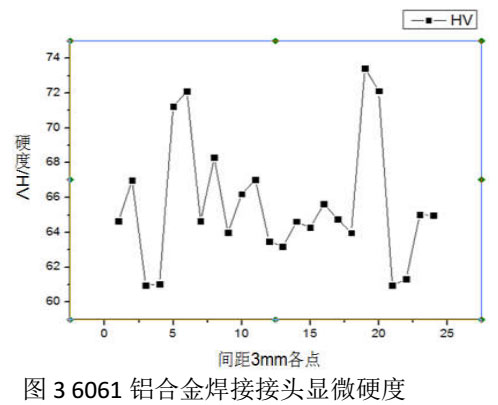
由于试样在焊接热源的作用下,热影响区的固溶区温度比较高,由于镁原子、硅原子大量聚集,使得母相发生了晶格畸变,由质变引起的右边场阻碍了位错的运动,最终导致焊接接头得到加强。而在距离焊缝较远的地方,即热影响区内出现了一个软化区,这是由于焊接时,该区域的加热温度大于原来时效处理的温度,但是低于固溶温度,使得强化粒子Mg2Si渐渐从母相分离,使得该区域的接头硬度降低,即产生了所谓的“过时效”现象,在热影响区内得到了软化区。该区域是焊接接头的薄弱区,当软化现象严重在、是,接头的机械性能也会产生恶化。
2.3 微观组织特征分析
沿垂直于焊缝方向取样,将制备好的金相试样,用凯勒试剂腐蚀,在光学显微镜下观察焊接接头的组织特征。图4为6061铝合金的显微组织照片。
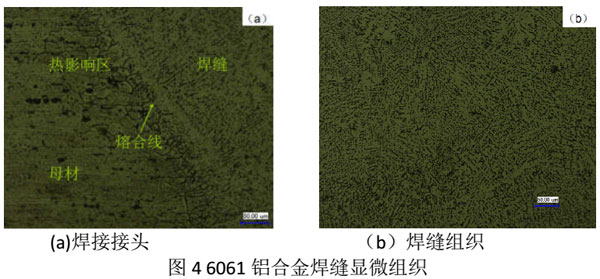
图中从左到右分别为母材、热影响区、熔合区和焊缝。图中的母材区域,晶粒沿着轧制方向延长,呈纤维状。且在上面的图中能够看到发亮的熔合线,这是因为在焊接过程中,由于被加热,离焊缝较近的熔合区温度较高,母材时效出的 Mg2Si 粒子大部分固溶到 α(Al)固溶体之中,形成了过饱和的固溶体,从而让颜色变浅。
图 4 为典型的焊接接头组织照片,从图中可以看出焊缝区与热影响区的分界十分明显。热影响区是典型的过热组织,晶粒较粗大,热影响区很窄,虽然其晶粒与母材相比有所长大,但是并不是特别明显。图中存在一些黑点,产生这些黑点的原因是由于焊接过程中,焊缝中弥散分布着破碎的氧化物,液态的焊缝处于流动的状态之下,表面层状态不均匀,引起了氧化物颗粒在部分地区分布稠密,造成了富氧区,之后在腐蚀剂的作用下就成了黑点。而焊缝区的晶粒则明显比热影响区和母材细小,是典型的铸造急冷组织[11]。
接头处出现上述组织,主要是与焊接热循环过程和铝合金的物理特性有关。在焊接过程中,焊缝区的母材吸收大量的热而熔化,凝固时由于铝合金的导热系数大,散热快,促进了焊缝区金属的快速凝固结晶,从而导致了焊缝区的晶粒细化,因此在焊缝区处得到细小的等轴晶。热影响区晶粒粗大且较宽,则是由于铝合金的熔点低,导热快,焊接加热时需要大功率,热影响区宽且易于过热,吸收的热量使热影响区的组织发生晶粒长大,从而导致了热影响区的组织晶粒粗大,从而使得热影响区力学性能有所下降。
3 结论
(1)采用 CMT 焊工艺可以在获得 6061 铝合金板材高质量的焊接接头. 其表面成形良好,无明显缺陷;
(2)焊接接头抗拉强度可达母材 80%左右,力学性能良好。热影响区出现了软化区,硬度较其他区域低;
(3)焊接接头的热影响区较窄,晶粒稍有长大。焊缝区组织均匀,晶粒细小,主要由细小的等轴晶组成。
参考文献:
[1] Williams J C,Starke Jr EA. Progress in structural materials for aerospace systems[J].Acta Materialia,2003,51(19):5775‐5799.
[2]Nakai M,Eto T.New aspect of development of high strength aluminum alloys for aerospace applications[J]. Materials Science and Engineering: A, 2000, 285(1): 62‐68.
[3]Heinz A,Haszler A,Keidel C, et al.Recent development in aluminium alloys for aerospace applications[J].Materials Science and Engineering:A,2000,280(1): 102‐107.
[4]Miller W S, Zhuang L, Bottema J,et al.Recent development in aluminium alloys for the automotive industry[J].Materials Science and Engineering:A,2000,280(1): 37‐49.
[5]http://news.cnal.com/industry/2011/05‐26/1306391820228032.shtml
[6]王炎金,丁国华,王俊玖.铝合金车体制造技术在中国的发展现状和展望[J]. 焊接,2005(10):5‐7.
[7]王炎金.铝合金车体焊接工艺[M].北京:机械工业出版社,2010.
[8]周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,1996.
[9]斯重遥,周振丰,钱百年.焊接手册:材料的焊接[M].北京:机械工业出版社,1992.
[10]Su S F,Huang J C,Lin H K,et al. Electron‐beam welding behavior in Mg‐Al‐based alloys[J].metallurgical and Materials Transactions, 2002, 33A(5):1461‐1473.
[11]Miao Yugang,Liu Liming,Zhao Jie, et al.Microstructure feature analysis of fusion welded joint of wrought Mg‐alloy [J].Transactions of the China Welding Institution, 2003, 24(2): 63‐66.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




