摘要:本文简介了焊接钢结构中的PJP坡口焊缝的设计、评定和检验的有关内容,并谈了对PJP坡口焊缝无损检测的看法。
引 言
在各种承受静载荷或周期载荷的焊接钢结构中,坡口焊缝承担传递载荷的作用。
坡口焊缝包括接头完全焊透(Complete Joint Penetration)坡口焊缝(以下称CJP坡口焊缝)和接头部分焊透(Partial Joint Penetration)坡口焊缝(以下称PJP坡口焊缝)。
从设计,评定,施工,直到检验,PJP焊缝和CJP焊缝有不同的要求。
笔者了解到,有些企业直接采用 CJP 焊缝的 WPS 焊接 PJP 焊缝;而某些情况企业在生产过程中又被要求用UT对PJP焊缝进行检测,甚而至于不得不用CJP焊缝来代替PJP焊缝。本文结合AWSD1.1《钢结构焊接规范》1,对此进行讨论,为叙述方便,本文仅讨论板材焊接连接的PJP坡口焊缝。
1.PJP 坡口焊缝概述
1.1PJP 坡口焊缝和接头
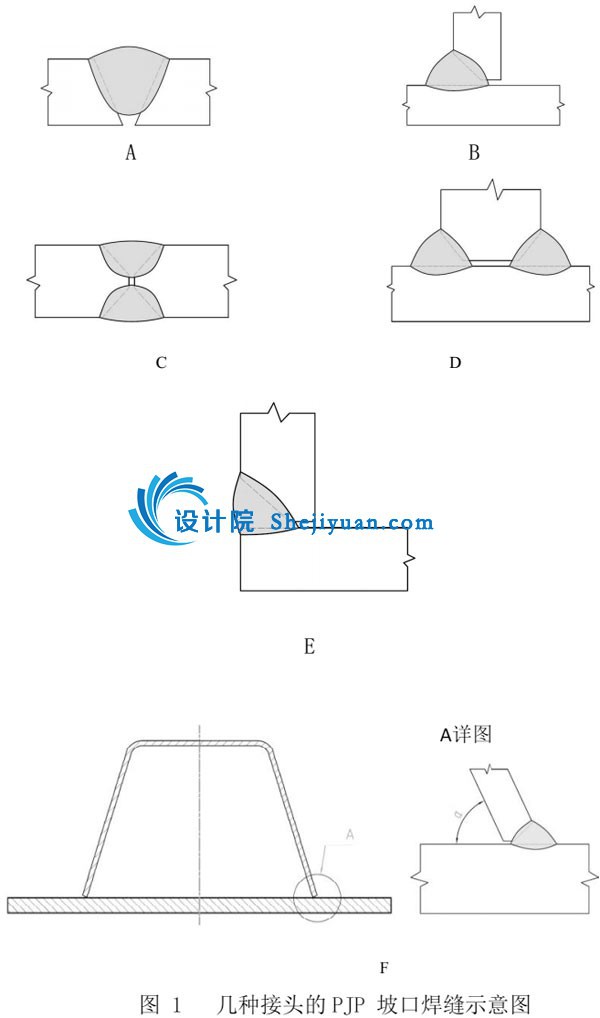
所谓PJP坡口焊缝,即在焊接过程中不作背部清根、整个接头长度范围内焊缝根部一定程度不焊透的坡口焊缝。图一为几种 PJP 焊缝的示例。如图所示,PJP坡口焊缝可以用于对接接头,T形接头或角接接头。在对接接头、角接接头或 T 形接头中,PJP 坡口焊缝都可以是单面施焊的焊缝,也可以是双面施焊的焊缝。前者在施焊背面一侧为整条未焊接的根部,后者则在接头的中间根部为一定厚度的整条未焊接
1.2 PJP 坡口焊缝和载荷
PJP 坡口焊缝根部未焊接的部分在周期载荷横向施加于这种接头时,会显著增大应力。由于疲劳,通常在周期载荷结构中避免使用PJP坡口焊缝。而单面焊接的PJP 坡口焊缝相对于截面的中心存在偏心的收缩力,从而导致在焊后冷却时产生角变形,同时,相同的偏心也倾向于使接头在横向载荷作用下有旋转的趋势。
在静载荷焊接结构中,不论载荷和焊缝轴线成何种关系,都可以采用PJP坡口焊缝。而在周期载荷焊接结构中,当载荷和焊缝轴线成横向关系时,不应采用PJP坡口焊缝;仅当载荷平行于焊缝轴线时才采用 PJP 坡口焊缝。
但有时周期载荷结构中又不可避免地要使用PJP坡口焊缝,例如,公路钢桥钢箱梁中U形肋和桥面板的焊缝(见图1F),由于焊接操作的不可达性,无法进行背部清根和焊接,只能得到单面焊接的 PJP 坡口焊缝。
不论是用于周期载荷结构还是静载荷结构,设计者要确保 PJP 坡口焊缝在允许的应力范围之内,要满足合同规定的、适用的设计规范和焊接标准的规定并经校核。
1.3 PJP 坡口焊缝的施工特点
与 CJP 坡口焊缝相比,PJP 坡口焊缝连接的接头不进行背部清根,因此,操作难度小,焊接熔敷量小,施工周期短,所带来的接头变形或残余应力也小。由于填充金属和焊接耗材消耗少,加工成本也比较低。因此,在清楚地掌握 PJP 坡口焊缝的使用局限的前提下,当符合规定而采用时,PJP 坡口焊缝有一定的可取之处。
1.4 PJP 坡口焊缝的质量要求
合同及规定的适用标准对各种焊缝都有不同的质量要求。
钢结构焊缝的质量要求包括:a.焊缝金属力学性能,b.焊缝尺寸,c.焊缝外观和d. 焊缝金属的完好性。以下分述之。
a. 焊缝金属力学性能
PJP坡口焊缝的金属力学性能必须由相应的WPS评定验证,可以进行 PJP 坡口焊缝的 WPS 评定,也可以由 CJP 坡口焊缝的 WPS 评定予以覆盖。
b. 焊缝尺寸
对于 PJP 坡口焊缝而言,焊缝厚度是其焊缝尺寸的重要指标。
c. 焊缝外观
像任何焊缝一样,PJP 坡口焊缝也必须经目视检验,检验内容包括表面气孔、咬边、余高或凸度以及焊缝外形尺寸等,这些都需满足合同
规定的相应的焊接标准的要求,本文对此不予赘述。
d. 焊缝金属的完好性
PJP 坡口焊缝的焊缝金属内部也会存在气孔、夹渣或熔合等缺陷,但与其‘先天’地存在整条根部未焊接这个尺寸巨大的‘缺陷’相比,显然微不足道。通常焊接标准文献中都没有对 PJP 坡口焊缝 NDT 检测的规定。
对 PJP 坡口焊缝而言,焊缝尺寸的要求主要指其焊缝厚度。
2.PJP 坡口焊缝的焊缝厚度
PJP 坡口焊缝连接的接头根部存在未焊接部分,显而易见,当焊缝符合设计要求时,接头内焊缝有效连接的部分,即为保证 PJP 坡口焊缝的重要参数。在规范和标准中,将这种有效连接的焊缝部分定义为焊缝厚度。设计图必须根据载荷情况,根据设计规范的规定,并通过对焊缝强度的计算,规定焊缝厚度。例如,在板材厚度为 20mm 的对接接头中,当规定焊缝厚度≥14mm 时,允许未焊部分的厚度则必须≤6mm。
那么,如何确保并证实 PJP 坡口焊缝的焊缝厚度符合图纸的规定呢?
3. 保证 PJP 坡口焊缝焊缝厚度的‘路线图’
3.1从WPS评定的目的说起
WPS 评定的目的是要得到一个工艺性良好、施焊所得的焊缝外观和内在质量(包括焊缝金属的完好性和力学性能)都符合要求的焊接工艺,并将之复制到产品焊接中。
对于PJP焊缝,各类焊接标准上都有对应的 WPS 的要求,而实际上大部分单位都进行CJP焊缝的WPS评定,而用之覆盖PJP焊缝。当然,成功进行了CJP焊缝 WPS评定说明了这一焊接方法工艺性良好,所得焊缝的力学性能符合规定的要求。这一点对PJP焊缝也无疑是重要的,但仅此而言,对PJP焊缝还是不够的,即仅仅有了CJP焊缝的 WPS,还不能用来焊接 PJP 焊缝。
因为,不论是单面PJP焊缝,还是双面 PJP 焊缝,在整个接头厚度范围内,PJP焊缝存在一定厚度的未焊部分。焊缝金属的力学性能符合要求,但对于PJP焊缝而言,保证焊缝厚度符合要求也同样重要。
3.2 PJP 坡口焊缝 WPS 评定的一般做法(关于用 CJP 焊缝的 WPS 焊接 PJP 焊缝的讨论)
大部分承包商会选择进行 CJP 坡口焊缝的 WPS 评定,以便用成功的 CJP 坡口焊缝的 WPS 评定来覆盖 PJP 坡口焊缝的焊接。如上所述,CJP 焊缝的 WPS,不能用来焊接 PJP 焊缝,那么,还需要进行哪些工作呢?
以下假设承包商成功进行了 CJP 坡口焊缝的 WPS 评定试验。
3.3 PJP 坡口焊缝验证评定的必要性
如前述,当承包商成功进行了 CJP 坡口焊缝的 WPS 评定时,它也覆盖要素类似的 PJP 坡口焊缝,那么是否可以直接用这 CJP 坡口焊缝的 WPS 来焊接 PJP 坡口焊缝呢?
答案是否定的,即按照 CJP 坡口焊缝的 WPS 施焊也不一定得到焊缝厚度符合要求的 PJP 坡口焊缝。这是因为施焊中熔敷金属不一定能填满整个坡口,即得到的焊缝厚度可能小于坡口深度。
可能造成这种情况的因素包括:坡口角度,焊接方法和焊接位置等。比如采用药皮焊条手工电弧焊,由于坡口角度较小,由于连同药皮的焊条直径较大,施焊中熔敷金属难以填充到到坡口角度的尖锐根部;而某些焊接位置也会导致 PJP 坡口焊缝得到不同的焊缝厚度。
因此,当焊接工艺人员处理图纸上规定的 PJP 坡口焊缝的工艺时,需要选择合适的焊接方法,制备足够的坡口角度、足够的坡口深度,以保证实际施焊后得到的PJP 坡口焊缝的焊缝厚度符合设计的规定。在 AWS D1.1《钢结构焊接规范》中,用‘E’表示 PJP 坡口焊缝的焊缝厚度,用‘S’表示坡口深度,根据上述,‘S’必须≥‘E’。2 并且,那么,要求对制备的坡口进行实际焊接的验证,以确认可以得到符合图纸规定的焊缝厚度。
3.4 PJP 坡口焊缝的验证试验
各种焊接标准对于保证 PJP 坡口焊缝的焊缝厚度符合要求的尺寸都有相应规定。本文以《钢结构焊接规范》为例,简介规范的验证试验要求:
一,承包商在成功进行了 CJP 坡口焊缝评定的情况下,为了将评定结果应用于接头基本参数类似的 PJP 坡口焊缝,承包商必须用通过了评定的 CJP 焊缝的 WPS焊接一块具有相同坡口形式的 PJP 试板,并取 3 个宏观腐蚀试样,来验证用这样的WPS 指导的焊接施工可以得到所要求的 PJP 坡口焊缝尺寸。
第二,当 PJP 坡口焊缝的要求应用于角接接头或 T 形接头时,则在进行上述的验证试验时,还必须在对接接头平直表面上设置限位板,以模仿实际的接头(角接或 T 形接头)形状。规范作这样规定的原因是,是由于角接接头或 T 形接头坡口焊缝的焊接不同于对接接头,在进行角接或 T 形接头坡口焊缝的焊接操作时,它的操作比对接接头的坡口焊缝困难,由于位置受限,有可能造成熔深不足,而达不到图纸规定的 PJP 坡口焊缝的焊缝厚度,因此必须加限位板模拟实际情况,以证实对这样接头的施焊也能得到焊缝厚度符合要求的 PJP 坡口焊缝。
当上述试验中的宏观腐蚀试样显示焊缝厚度没有达到规定的尺寸时,就要调整坡口深度或坡口角度等参数,以期重新进行的宏观腐蚀试样显示焊缝厚度达到要求。
只有经过了这样的评定试验的验证,才可以确认按照 CJP 坡口焊缝的 WPS 焊接的 PJP 坡口焊缝,其焊缝厚度符合图纸规定。
通过了上述要求的评定试验后,焊接工艺人员就可以编制适用于 PJP 坡口焊缝的 WPS,并用以指导 PJP 坡口焊缝的焊接。
毋庸置疑的是,实际产品的焊接,需要检验人员在焊接前对制备的坡口进行检查,确认其符合验证试验中所需要的坡口参数,并由通过技能评定的焊工施焊。当然,这些均系常规要求,任何的接头制备和焊接都应如此,而非对 PJP 坡口焊缝的特别要求。
至此,我们可以说,我们得到的 PJP 坡口焊缝,其焊缝厚度是符合规定的。
4. 关于对 PJP 坡口焊缝无损建议的讨论
4.1问题的由来
如上所述,焊缝厚度是 PJP 的重要参数, 那么,保证 PJP 焊缝的焊缝厚度符合图纸的规定无疑是重要的。有些人往往希望用一种直接的方法来确认产品中PJP坡口焊缝的焊缝厚度,而用检测焊缝的 UT 工艺来做这件事就是一种容易被联想到的方法。
笔者在工作中的确多次碰到要求用 UT 检测 PJP 坡口焊缝的焊缝厚度的事情。
比如,振华重工奥克兰新海湾大桥项目,钢箱梁中 U 形肋和桥面板的焊缝就是PJP 坡口焊缝,这座桥的 U 形肋厚度达 12mm,产品开工前,总承包方组织进行了用UT 检测 U 形肋的 PJP 坡口焊缝的焊缝厚度的试验。中泰钢桥也对 8mm 厚 U 形肋进行了 UT 检测的类似试验。一些公司的产品在提交客户验收时,也不时碰到客户要求用UT 核查 PJP 坡口焊缝的焊缝厚度。
那么,这类要求可行吗?实际已经进行的尝试的结果又如何呢?
4.2 UT 检测 PJP 坡口焊缝焊缝厚度的可行性
以下为笔者所了解到的用检测焊缝的UT工艺核查PJP坡口焊缝焊缝厚度的大概情况。
振华重工的新海湾大桥项目,总承包商集中了 ZPMC、加州检测公司和韩国的资深 UT 专家,进行了长达数月的试验研究,最终未能如愿。
中泰钢桥的焊接和无损检测专家进行了大量试验,并进行了科学、严谨的统计。
他们们发现,用 UT 检测 U 肋焊缝熔深的误差很大,他们的结论是:UT 不适合用于板厚小于等于 8mm 厚 U 肋熔深的检测。
一些公司在应客户要求用 UT 确认 PJP 坡口焊缝的焊缝厚度后,发现难以达到目的,最后为满足客户要求,甚至不得不将 PJP 焊缝改为 CJP 焊缝才得以完事。
由于上述原因,笔者请教了几位 UT 专家。
他们认为,有些人不太清楚用以检测 CJP 坡口焊缝的 UT 工艺的原理与局限,以为用其来测评 PJP 坡口焊缝的焊缝厚度乃一蹴而就之举。通常用来检测焊缝的 UT 方法仅适用于对常用接头形式的 CJP 坡口焊缝进行检测,并不具备测评 PJP 坡口焊缝厚度的功效,用其来判定 PJP 坡口焊缝的厚度,不符合 UT 检测焊缝的原理。这种UT 检测误差较大,难以准确地测评 PJP 坡口焊缝厚度;斜探头不适合用来测评 PJP坡口焊缝厚度;有的专家表示,如果要达到一定的实用程度,需要借助于双探头,甚至需要采用多普勒超声检测或其他特殊的超声检测技术,有时需要很高的设备和人力成本。
5. 小 结
本文内容小结如下:
5.1 本文阐述了 PJP 坡口焊缝的总体要求,重点阐述了已经通过了 CJP 坡口焊缝的WPS 评定后,如何对这一 WPS 用于 PJP 坡口焊缝、以满足图纸规定的焊缝厚度要求的途径。
5.2 当合同规定的图纸明确 PJP 坡口焊缝要求,又明确规定了适用的焊接标准时,对于一个具有完善的质量体系的钢结构制造企业而言,按本文所述严格进行了验证试验并严格按程序操作,PJP 坡口焊缝的焊缝厚度则一定得以保证。
5.3 有些客户在最终验收时提出用 UT 核实 PJP 坡口焊缝的焊缝厚度要求,这是不合理的,不可取。可以认为,这一要求,以及当承包商无法达到这一要求时,进而要求承包商将原本规定的 PJP 焊缝改用 CJP 坡口焊缝来取代,往往都超出合同范围,都是违约的要求。
参考资料
1.AWS D1.1D1.1M:2010《钢结构焊接规范》
2.AWS Welding Handbook Volume 1.
3.AASHTO/AWS D1.5M/D1.5:2010《桥梁焊接规范》
4.公路钢桥正交异性桥面板 U 肋焊接熔深与无损检验 张保德 周 娴《2014 钢结构桥梁论坛》 论文集
最新项目任务
查看更多-
设备设计 | 招标任务 | 抽气缓冲罐
已结束 | 查看
推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




