摘要:Si-Mo球墨铸铁进气法兰与1Cr17不锈钢弯管异种材料的GMAW焊接,采用镍基合金焊丝,可以有效的防止焊接冷裂纹,但同时镍基焊缝容易产生热裂纹,球墨铸铁进气法兰与不锈钢弯管的角缝焊脚低,焊缝成型较难控制。试验表明,保护气体成份是上述问题的重要影响因素。本文通过对 比分析四种保护气体对焊缝成型及热裂纹敏感性的影响,选出了球墨铸铁与不锈钢GMAW镍基合金焊丝焊接较为理想的保护气体。
前言
某汽车排气管进气法兰材料为Si-Mo球墨铸铁,进气法兰与1Cr17不锈钢弯管(见图1)进行焊接;Si-Mo球墨铸铁和1Cr17不锈钢弯管的化学成分分析结果见表1。

球墨铸铁通过球化和孕育处理得到球状石墨,有效提高了铸铁的机械性能;在保证良好的强度 的情况下,同时具有较好的塑性和韧性。从该批球墨铸铁进气法兰取一组试样,做拉伸试验,结果如下:
屈服强度Rp0.2=572MPa,抗拉强度Rm=696MPa,断后伸长率A=9.5%。
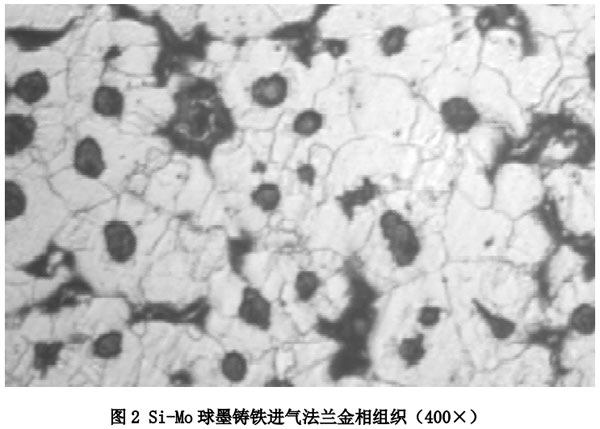
球墨铸铁的正常组织是细小圆整的石墨球加金属基体,在铸造条件下获得的金属基体组织通常 为铁素体加珠光体的混合组织;要获得铁素体球墨铸铁需经低温石墨化退火,使珠光体分解为铁素体加石墨。图2为Si-Mo 球墨铸铁进气法兰金相组织图,组织为铁素体基体加球状石墨。
根据实际生产需要,选择熔化极气体保护焊进行焊接。镍基焊缝对冷却速度不敏感,始终为奥氏体组织;另外,镍基焊缝高温下可以溶解较多的碳,温度下降后一部分过饱和的碳以细小的石墨 析出,石墨析出伴随的体积膨胀有利于降低焊接应力,降低焊接热影响区冷裂纹倾向。Ni为促使石墨化元素,可减弱半熔化区白口的宽度,且能进一步改善焊接接头的加工性能[1]。因此,选择焊接 材料为含Ni40%、Cr8%、Mn8%左右的镍基合金焊丝,焊丝的化学成分分析结果见表2。

但是利用镍基焊丝焊接铸铁时,由于铸铁中含有较多的 P、S,熔入焊缝后,易与 Ni 形成低熔 点共晶物 Ni-Ni3-S2(共晶熔点为644℃)、Ni-Ni3P(共晶熔点为 880℃)[2]。低熔点共晶的存在显 著提高热裂纹的产生倾向。此外,镍基焊缝为单相奥氏体,为粗大柱状晶;同时低熔点共晶呈晶间 连续分布,也促使热裂纹的形成。
镍基合金焊丝液体流动性差,焊缝成形困难,并且Si-Mo球墨铸铁进气法兰与1Cr17不锈钢弯 管角焊缝焊脚高度低,管子直径小,更增加了成型难度。因此,除了选择合适的工艺参数规范外, 保护气体成份的选择是影响焊缝成型和热裂纹敏感性的重要因素。
工艺试验
焊接工艺参数的选择
通过前期的试验表明,焊接电流为 220A 左右、电压为 20.5 左右时,采用较快的焊接速度,可 以获得良好的焊缝成型。
焊接电流为 190A 左右时,焊缝成型效果差,熔深太浅,熔池难以形成,熔敷金属液体难以铺开, 容易形成未熔合。
当焊接电流加大到超过 230A 时,实际焊接操作较难控制,并且容易产生裂纹。
工艺试验方案
选择92Ar+8%CO2、92Ar+8%O2、纯Ar、98Ar+2%O2四种保护气体进对比焊接试验。试验分为两种,第一种为球墨铸铁进气法兰与不锈钢弯管角焊缝试验,通过试验主要分析焊接工艺性、焊缝成型以及热裂纹敏感性;第二种为球墨铸铁进气法兰上的堆焊试验,通过试验主要分析焊缝熔深、熔宽以 及焊缝润湿性。
试验结果
球墨铸铁进气法兰与不锈钢弯管角焊缝试验
通过对比如下:
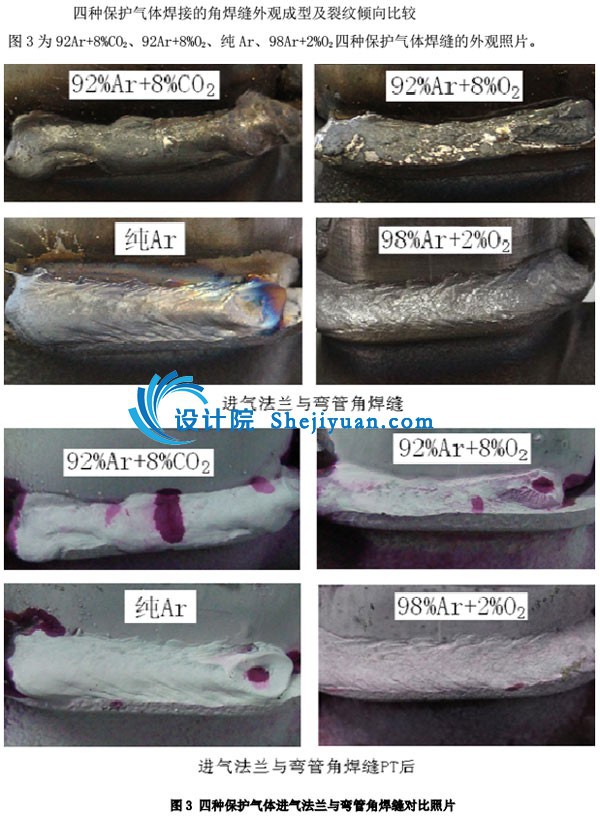
另外,92Ar+8%O2焊缝表面氧化严重,综合上述结果可以看出,选用98Ar+2%O2做为保护气体效果最好。
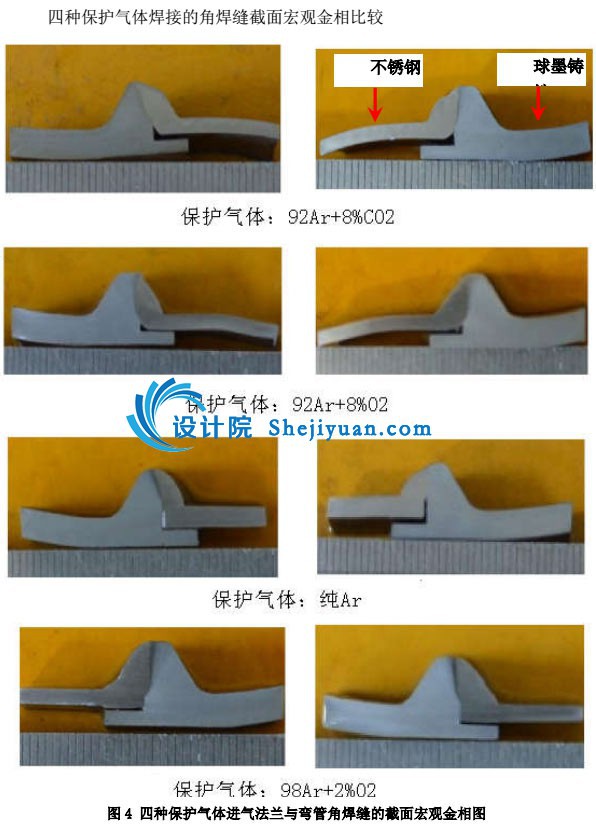
从图 4 来看,四种保护气体焊缝铸铁侧熔合均比较良好,均未发现裂纹和未熔合,由于焊缝边 缘与铸铁管座边缘平齐,从这种角焊缝截面较难直观测量熔深,因此需要从堆焊焊缝进一步比较熔 深。
铸铁管座堆焊试验
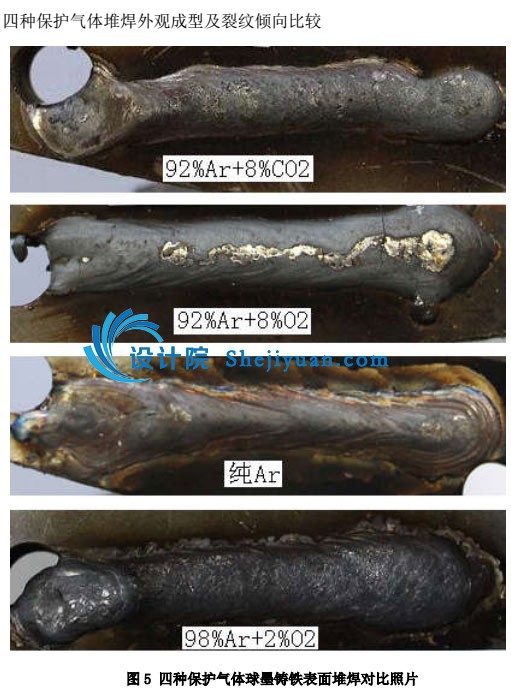
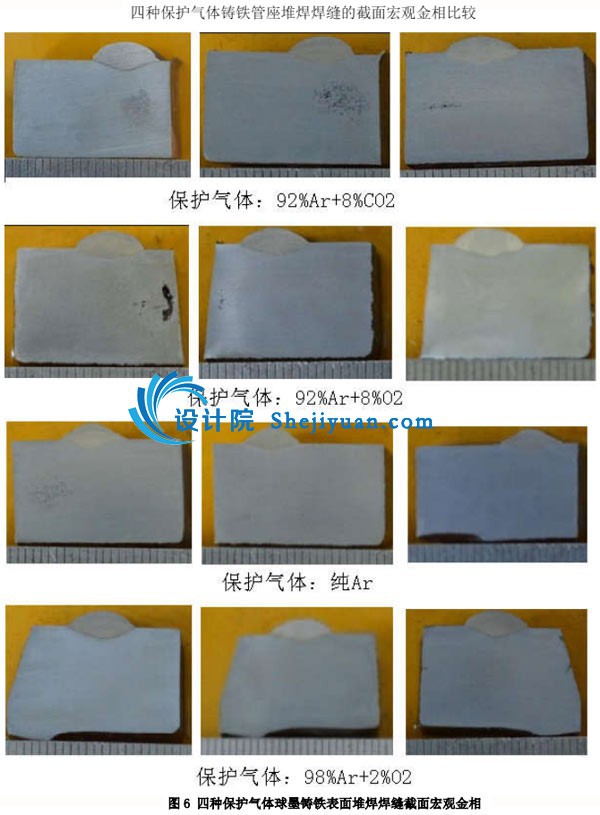
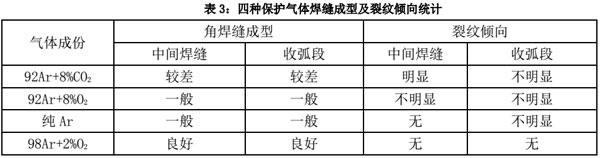
从图 5 的照片可以看出 92Ar+8%CO2、92Ar+8%O2 保护气体焊接的堆焊焊缝,虽然成型较好,但是 焊缝上都有明显的横向裂纹,纯 Ar 的焊缝虽然没有明显的裂纹,但是成型一般,焊缝边缘两侧不平 滑,有锯齿状现象,98Ar+2%O2 的焊缝成型良好,且没有产生裂纹。


从焊缝截面宏观金相来看,四种保护气体均未发现未熔合和裂纹等缺陷。
纯Ar 的熔深明显偏小,98Ar+2%O2 的熔深最大。
纯Ar 焊缝成型不好,焊缝熔透形状不好,而其余三种气体的熔透形状较好。
通过表 4 可以看出,纯 Ar 的润湿角比较小,92%Ar+8%CO2 的最大,92Ar+8%O2 和 98Ar+2%O2 的基 本相当。
试验结果分析
气体的成份对焊缝熔透形状的影响十分明显,这是因为混合气体成份不同,其所含的活性成份 也不同,对电弧的冷却作用强弱不同,使弧柱的截面积大小、弧柱稳定和能量密度发生变化,从而 影响焊缝的熔透形状[3]。
纯 Ar 作为保护气体焊接时,由于焊缝金属液体的粘度及表面张力大,焊缝两侧边缘不平滑,有 锯齿状现象,同时,由于电弧阴极斑点不稳定,产生阴极斑点漂移现象,电弧根部的不稳定,造成 了焊缝熔深和成型的不规则。因此,在 Ar 中加入一定成份的活性气体,可明显改善焊缝金属液体的 流动性,改善焊缝成型。
采用 92%Ar+8%CO2 的混合气时,CO2 气体在电弧高温下分解吸热,使电弧产生收缩效应,致熔宽 变窄;氧化性气体提高熔池温度,配合电弧收缩提升电弧穿透力,增大熔深;但是分解氧与熔池金 属生成氧化物,导致飞溅增多,焊缝成型效果一般;同时焊缝韧性下降,容易产生裂纹,甚至在焊 缝与铸铁的熔合线附近产生裂纹。
采用 92%Ar+8%O2 的混合气时,活性气体 O2 与 CO2 气体相同,也有电弧收缩效应,与纯氩相比增 加熔深,但 O2 分解吸热效应弱于 CO2,因而收缩效应较低,因而熔宽比使用 CO2 气体宽;同时氧气增 加焊缝液体的流动性、增加焊缝金属的润湿性,有助于焊缝成型,但由于排气管焊接接头型式的限 制,不利于实际焊接操作控制,增加了焊接操作的难度,且较高含量氧化性气体的加入增加焊缝弧 坑裂纹的倾向。
采用 98%Ar+2%O2 的混合气,焊缝表面成型及外观质量发生了较为明显的变化,焊缝边缘整齐, 熔深最大,焊缝中部宽度增加,焊缝根部的圆角半径明显变大,焊缝形状的过渡变得较为平滑。同 时 O2 的比例降低,降低氧与铸铁中碳反应生成 CO 和 CO2 的量,减少气膜对熔深的影响;另外 O2 比例 降低减少镍基氧化物的生成,利于熔深的增大。适中的氧化活性保证电弧稳定性和良好的焊缝金属 液体流动性,利于焊缝成型。因此焊接操作和工艺性都较好,是比较理想的气体配比。
另外,从润湿角的测量结果看,虽然测量结果表明纯 Ar 的润湿角最小,但是实际观察截面宏观 金相,发现实际上焊缝熔合性很差,因为焊接操作因素和焊缝成型因素的影响,润湿角很难在宏观 状态下测量准确,实际参考意义不大。
5、结束语
Si-Mo 球墨铸铁/不锈钢弯管异种材料的 GMAW 焊接采用纯 Ar 保护气体焊接焊缝金属液体的粘度 及表面张力大,焊缝成形差;在 Ar 中加入一定成份的活性气体,可明显改善焊缝金属液体的流动性, 改善焊缝成型, 同时熔深增加,可焊性改善。
参考文献:
[1]孟庆森.金属焊接性基础[M].北京:化学工业出版社,2010.
[2]周振丰.铸铁焊接冶金与工艺[M].北京:机械工业出版社,2001.
[3]许先果,熊跃.混合保护气体成分对焊缝成形的影响[J].焊接技术,1990(6)
最新项目任务
查看更多-
设备设计 | 招标任务 | 抽气缓冲罐
已结束 | 查看
推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




