摘要:甲烷化反应器废锅产品对管子管板的焊接要求高,必须采用特殊的管子管板焊接设备。针对 甲烷化废锅管子管板特殊结构,采用管子管板内孔 TIG 对接焊机,上锅公司开展了一系列工艺试验 研究。通过试验,最终确定了最佳的坡口形式及焊接工艺规范,并在实际产品制造中应用,所焊产 品焊缝表面成型美观、根部焊透性好、接头质量安全可靠。
1 前言
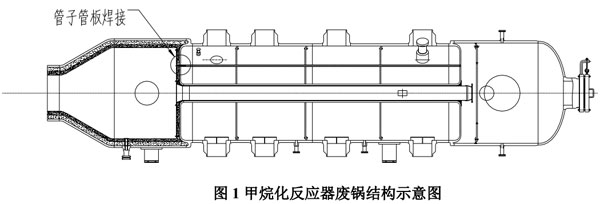
甲烷化反应器废锅是煤制天然气系统中关键设备之一,其主要作用是在 CO2+H2 的混合气体转 化成 CH4 的过程中,起到高温气体的反复冷却和余热回收作用。典型甲烷化反应器废锅结构示意图 见图 1。
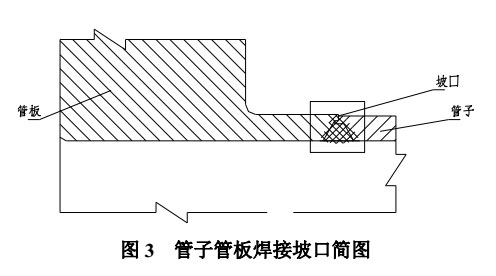
甲烷化反应器废锅不仅入口热流密度高,而且还原气氛具有一定的腐蚀性,所以结构设计要求管板全深度焊透,即在管子管板之间不允许存在间隙(避免间隙腐蚀)。由于管板厚度较厚,管孔间 距小(图 2),无法在管子周围开坡口进行全焊透焊接,最终选择图 3 所示坡口形式既能保证全焊透, 又能确保管子与管板之前无间隙。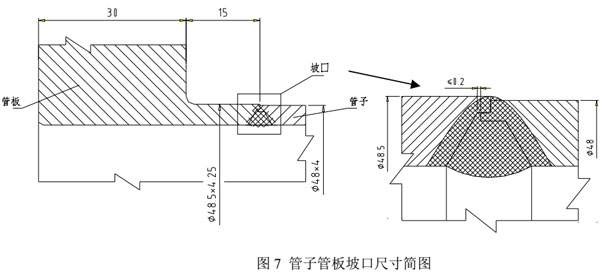
2.焊接设备简介
2.1焊接设备选择
根据GB/T151-2014,我们选用的管子管板焊接方式属于内孔焊,焊工是无法通过肉眼对焊接过程进行观测的。为了保证焊接质量和效率,我们考虑焊接设备必须具备 AVC(电弧电压控制系统)功能,焊枪能根据焊接坡口的实际情况自动调整钨极高度,使得整个焊接过程电 压能够保持稳定,避免由于待焊表面不平整而产生的各种焊接中断情况的发生。
法国 POLYSOUDE 公司的管子管板焊接设备的 AVC 功能在行业内处于领先水平,能满足管子 管板内孔对接焊的制造,并且设备具有操作简便,焊接效率高,运行过程稳定的特点。
2.2 焊接设备简介
设备由全位置内孔焊接机头(图 4)、300A遥控器、送丝机构、定位系统、焊炬保护气体 系统、机头水冷系统、旋转系统、AVC 弧压控 制系统、OSC 机头摆动控制系统、电气控制系 统组成。

焊接中,焊接机头通过定位系统固定在管板上,焊炬伸进管子内,旋转焊接(图 6 所示)。

遥控盒中可预置 100 个焊口的焊接规范, 在焊接过程中可对焊接参数(焊接电流、焊接 电压、转速、摆动速度、摆幅、送丝速度等)进行调整,并且在焊接过程中可以显示出电 流、电压、旋转角度、焊接时间;焊后可打印 出所有编程参数。
在焊接过程中,若因各种故障导致的焊接 中断,可从中断处(任意一层、任意位置)继续 图 5 焊接电源进行焊接。

3 产品模拟焊接试验
3.1 焊接坡口选择
考虑到焊接的可操作性与质量的稳定性,我们按图 3 坡口形状先对不同尺寸的坡口进行了焊接试验,从焊接接头的外观成形质量、射线探伤合格率及提高焊接效率等多种因素考虑并调整,最终 选择了如图 7 所示的坡口尺寸。
3 产品模拟焊接试验
3.1 焊接坡口选择
考虑到焊接的可操作性与质量的稳定性,我们按图 3 坡口形状先对不同尺寸的坡口进行了焊接试验,从焊接接头的外观成形质量、射线探伤合格率及提高焊接效率等多种因素考虑并调整,最终 选择了如图 7 所示的坡口尺寸。

3.2 模拟焊接
在产品正式制造前,我们对试验件进行了模拟焊接。在模拟焊接过程中,必须先确定焊接规范,然后以此规范连续焊接 10 个管子模拟件,最后对这 10 个模拟件的焊缝进行 100% PT 与 100%RT。
合格后,方可将此焊接规范用于实际产品制造。
3.2.1 试验件材料及规格

3.2.2 模拟件坡口加工
管子和管板模拟件按图 7 中的尺寸进行加工。其中管板原厚度为 50 mm,加工后尺寸为凸台高15mm,板厚 30mm,孔间距为 70±0.1mm(见图 8)。管板与管子坡口加工要求及精度严格按 GB/T 151中的规定执行。

3.2.3 焊前准备工作
1)焊前对管板、管子表面氧化皮、油污进行打磨和清洗,然后进行管子与管板坡口的对接装配;
2)钨棒规格为 Φ2.4,钨极尖角度为 22.5°,长度为 25mm;钨极与导电嘴之间的夹角约为 40°; 3)对管板模拟件进行预热,预热温度 130——150℃;
4)将机头旋转到固定的起弧位置,空放焊丝,直到焊丝平稳顺畅送出,调整焊丝与钨极距离(2.2——2.3mm);
5)装卡定位器及机头部件,安装机头时务必小心钨极尖不要刮到管内壁,以防止碰伤;
6)安装管板背部气体保护装置;
7)开始焊接。
3.2.4 焊接
焊接分两层,第一层打底,第二层盖面,两层均采用填丝焊接。对打底层来说,首先要保证背面焊透,其次正面成型需平滑,为盖面层的焊接提供良好施焊环境。对盖面层而言,一要避免出现与打底层之间的未熔合,二要保证管子内壁焊缝表面的成型。
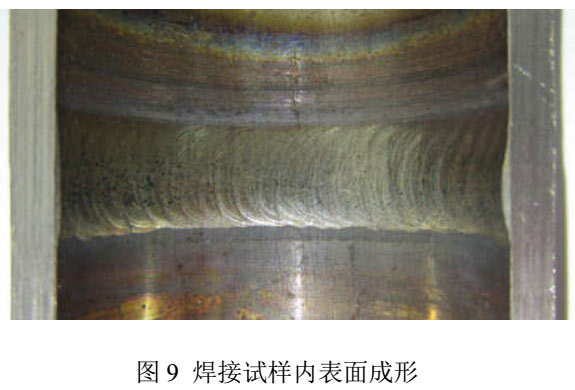
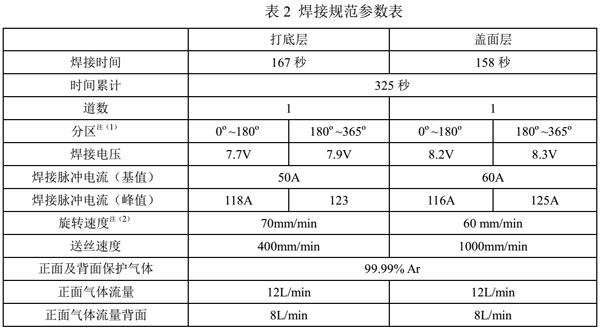
焊接采用脉冲 TIG 焊,应用焊机的分区功能,对不同的位置设定了不同的焊接参数。经过多次调试得到的最终用于产品的焊接规范如表 2 所示。按此规范焊接了 10 个模拟试样,从焊接结果来看,焊缝内外表面成型美观(图 9、图 10),经 RT 检测合格。

注:
(1):打底层起弧位置为管板正面 5 点钟位置,盖面层起弧位置为管板正面 12 点位置;
(2)旋转方向为逆时针。
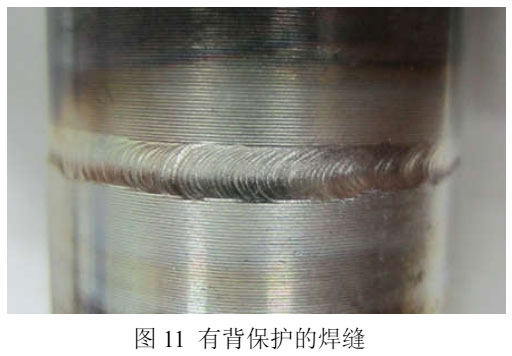
另外,为了确定管子焊接时是否有必要在管子外壁采用 Ar 气进行背保护,我们分别对管子进行了有背保护和没有背保护两种状态的焊接试验。结果有背保护的焊缝(图 11),表面成形均匀、饱满、光滑;没有背保护的焊缝(图 12),表面氧化皮较多,表面成形不均匀,局部有较明显的凹陷。

3.3 拉脱力试验
对焊接接头进行 100%RT 检测,合格后进行热处理(690±15℃×2.5 h),热处理规范见图 13。随后对其中两个接头进行拉脱力试验,结果如表 3 所示。

4 实际应用
4.1 产品简介
典型甲烷化反应器废锅的主要组成部分为:管箱封头、管箱筒体、壳程筒体、管箱锥体、管板、支撑板、接管法兰、换热管管束及鞍座等。
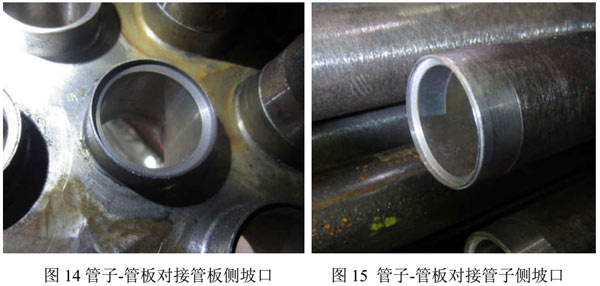
本次实际应用的废锅管箱筒体内径 Φ2600,壁厚 46mm,材料为 SA387Gr11CL2。壳程筒体内径Φ2360,壁厚 56mm,材料为 SA387Gr11CL2。管束组件中,管板采用 SA336 F11CL3 锻件,外径为Φ2700,厚度为 30mm(管子-管板对接管板侧坡口见图 14)。换热管规格为 Φ48×3.5,材料为SA-213T11 无缝钢管(管子-管板对接管子侧坡口见图 15)。
其中管束组件为设备最核心部分,管板与换热管之间的焊接质量直接影响反应器设备的使用寿命,而首要环节就是保证管板管孔的尺寸。
管板采用锻件锻造并机加工而成,管板管控采用数控立车加工,所有加工内容一次装夹完成,以避免多次装夹校调引起误差。加工时严格控制起钻方向、管孔尺寸以及孔桥宽度等数据。同时加强加工过程中尺寸的检查、管板表面温度控制及刀具检测,特别是加工基准的选择、装夹位置和数量的选择、刀具的选用、乃至冷却液的选择等都将影响管板的最终尺寸精度。
4.2 产品应用
采用试验得出的焊接参数直接用于产品的制造。坡口同图 7,最终产品焊缝成形与试验时的一致,并且经过 100% PT 及 100%RT 检测合格。

5 结束语
(1) 图 3 所示焊接坡口形式完全满足甲烷化反应器废锅性能与结构设计要求;
(2) 法国 POLYSOUDE 公司生产制造的管子管板焊接设备完全适用于图 3 所示坡口形式的 焊接,并且设备操作简便,焊接效率高,运行过程稳定。
(3) 通过产品模拟焊接试验得出的焊接规范参数完全适合于图 7 所示坡口尺寸的焊接,所焊 模拟试件内外表面成型美观、根部完全焊透;
最新项目任务
查看更多-
设备设计 | 招标任务 | 抽气缓冲罐
已结束 | 查看
推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




