摘要:本文介绍了根据欧洲挪威Norsok Standard M-122标准等规范要求[1],研制下承式俯仰钢桥用C460高强铸钢盘及其焊接性试验研究的情况,研制的新材料符合桥梁钢结构工程的质量要求,为我国桥梁钢构选用此种高强铸钢提供了案例。
1、概述
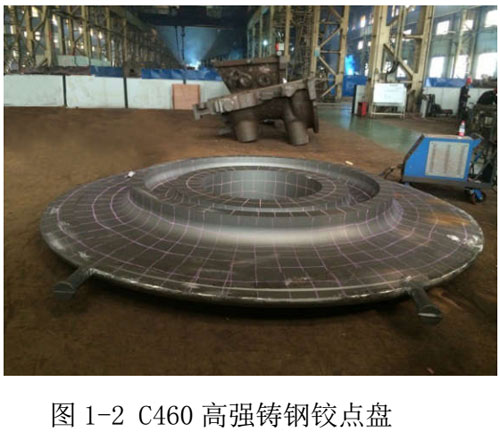
为比利时安特卫普港制造的两座下承式俯仰桁架钢桥(见图1-1),其俯仰铰点位置的钢盘在设计上采用的是C460高强铸钢材料(见图 1-2),此钢盘将与下承式钢桥桁架结构及铰点旋转支撑筒体装焊成一体。当桥梁俯仰时钢盘将承受整个钢桥重量(1650吨),是重要受力构件。两座桥共计4件铸钢盘,直径为Φ4400mm,厚度50——500mm不等,每件重量约19吨,要求对称制作。

鉴于 C460 铸钢铰点盘在俯仰钢桥中所处位置和使用功能的重要性,钢桥产品合同技术规范中要 求:C460 铸钢生产制造须采用挪威标准(Norsok Standard M-122 rev.1,june2003)[1]。该标准规 定了海洋工程钢构中所使用的铸钢生产技术要求以及交货条件,其中 C460 钢在 M-122 标准中强度 级别最高,其铸造性和焊接性技术要求则是钢桥制造的关键和难点。据了解及查阅,当时国内企业 还没有生产这种钢的先例。这对工期紧、质量要求高的桥梁生产带来很大压力。经过对国内多个厂 家的考察、咨询和评估,最终选定一家两化融合度高、创新力强的铸造企业展开合作研发。
2、C460 钢盘铸造性与焊接性关键技术要求
2.1、化学成分和力学性能见表2-1和表2-2;

2.2、焊接冷裂纹敏感指数 Pcm≤0.28%;碳当量 CE≤0.55%。
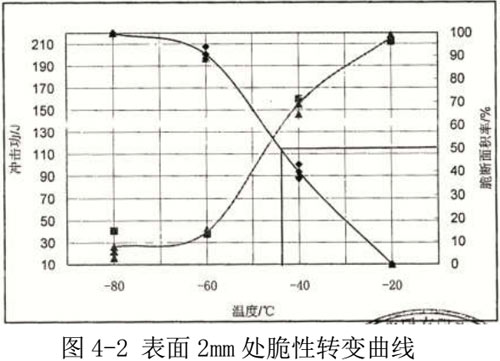
2.3、绘制脆性转变温度曲线:即在-80℃、-60℃、-40℃、-20℃条件下,对钢板表面以下 2mm 位置 和 1/3 厚度位置要进行一系列 V 形缺口冲击试验并给出冲击功和相应的断面转变温度(FATT)曲线。
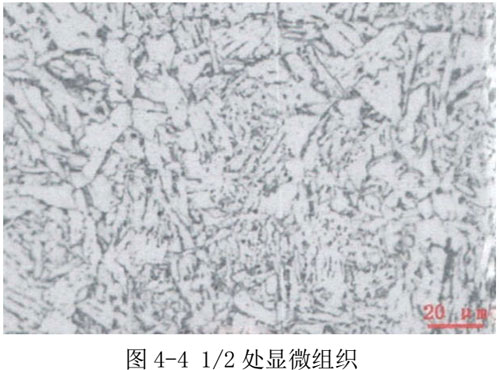
2.4、要在铸钢母材板厚的 1/4 和 1/2 处进行显微镜检测,并给出 500X 显微组织构成图。
2.5、该铸钢盘与钢桥对接焊的板厚≧50mm(最厚 125mm),要分焊态(as welded)和焊后热处理态 (PWHT)两种情况进行对接焊试验。根据欧标 EN10225-2001 的要求[2],焊接方法为埋弧焊,焊接热输 入为:3.5±0.2KJ/mm。
2.6、CTOD 试验(-10℃),要分焊态和焊后热处理态,其最小值分别为:0.25mm 和 0.2mm。取样的缺 口位置仅限定于焊接接头的粗晶热影响区(GCHAZ)。
3、C460 钢盘铸造性和焊接性难点分析及措施
3.1、C460 是一种低碳低合金调质钢。对于这种强度级别的调质钢在铸造过程中,添加一些合金元 素并采用合理的热处理工艺(正火+淬火+回火),就可以获得具有较高强度和良好的塑性[3] 。但合 同标准规范给铸造工艺的成分设计提出了限制性要求:①各种添加的合金元素含量不得大于标准值
(表 2-1),同时对 Pcm 和 CE 进行了限制;②对 C460 铸钢要求 Akv≥42J/-40℃,而 P、S 等杂质元 素会使材料的低温冲击降低和脆性转变温度升高[5],在无先例可借鉴的状况下,给冶炼中如何有效 控制其 P.S 等杂质含量带来了难度。另外,由于铸钢圆盘直径较大且厚薄严重不均,如何控制浇铸 和热处理过程中结构的扭曲变形,也是确保尺寸精度的难点。
经双方工程技术人员对产品标准中铸造性关键技术要求的多次研判与分析,达成共识:①在铸 件成分控制上借鉴强度级别较低的类似铸钢产品的制造经验;②运用先进的合金元素含量分析技术, 严格控制其合金元素含量和冶炼流程,提高内在质量。③运用数值模拟技术和反变形技术来控制铸 钢盘浇铸和热处理工艺过程中的变形。
3.2、C460 铸钢盘浇铸成型后,难免会出现缩孔、夹渣等超标缺陷,需要修补焊接;并且该铸钢盘 要装焊到桥梁钢结构上与 S355NL 钢板进行对接。由于这种钢的热影响区(HAZ)是组织性能不均匀 的部位,在焊态和焊后热处理态的情况下,会同时存在脆化(韧性下降)和软化(强度、硬度降低) 现象[4]。为验证这种铸钢材料的焊接性,合同标准中规定了大线能量的焊态和焊后热处理态粗晶热 影响区(GCHAZ)的 CTOD 特征值;并确保在板厚的 1/2 和 1/4 处具有良好的显微组织结构。这对材 料性能提出了更高的要求,研发难度进一步增大。
为此在 C460 铸钢焊接性研究中,①请国内材料检测权威机构依据合同标准规范要求,对焊接接 头进行粗晶热影响区的 CTOD 试验;②根据以往焊接 S460 钢的焊接经验,确定焊接材料和热输入参 数,进行二氧化碳气体保护焊补焊工艺评定试验;③根据低强度母材的强度级别选用埋弧焊焊材和相应的热输入,进行 C460 与 S355NL 埋弧焊对接工艺评定试验。
4、试验结果
(1)经检测,C460 的化学成分和力学性能完全满足标准规定值,特别是 P、S 的含量的严格控制:P≤0.00483%、S≤0.00268%,保证了低温冲击性能(见表 4-1)。经计算,Pcm=0.22%≤0.28;CE=0.51% ≤0.55%.有较好的焊接性。

(2)绘制脆性转变温度曲线
由图 4-1、4-2 可知,C460 铸钢在-40℃温度下均无冲击韧性显著下降的态势,说明其低温性能 稳定,满足标准要求。

(3)微观组织
在板厚 1/4 和 1/2 处测试出 500X 的显微组织,主要是铁素体+珠光体+少量粒状贝氏体,无马氏 体相变,晶粒均匀分布且无粗大组织。

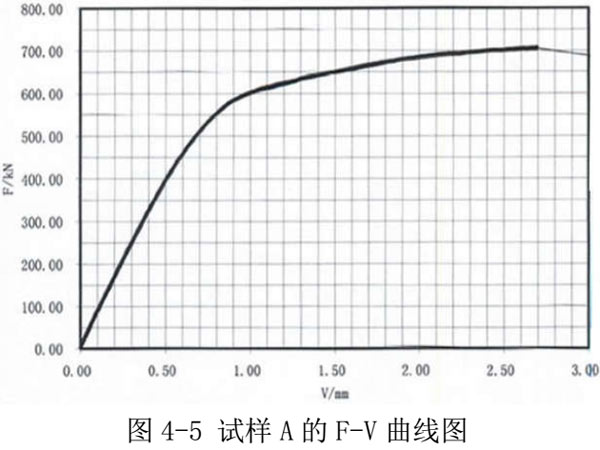
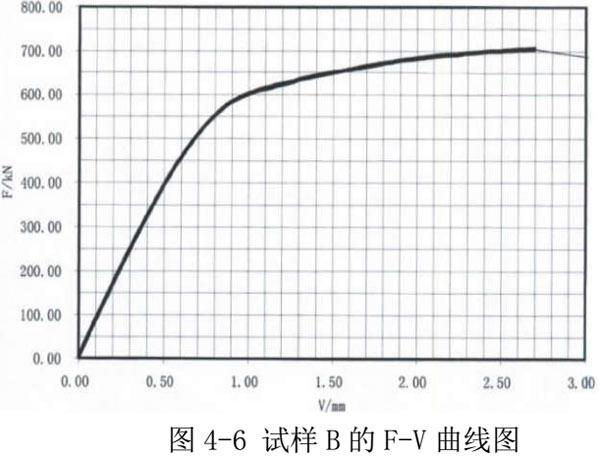
(4)CTOD 试验
经权威机构检测的 CTOD 试验:在-10℃条件下焊态(试样 A)和热处理态(试样 B)均值分别为δu=0.866 和 δu=0.62,满足标准要求。


(5)C460 补焊工艺评定试验结果:

(6)C460 与 S355NL 焊接工艺评定试验结果:

5、结论
5.1、运用精准控制合金元素含量的先进铸造技术,有效保证了 C460 铸钢的铸造性和焊接性。
5.2、经各种试验检测,如 CTOD 试验、各种温度下的冲击试验并绘制脆性转变温度曲线等,验证了 C460 铸钢良好的焊接性能,为焊接工艺评定和钢桥制作提供了技术支撑。
5.3、研制的低温新材料 C460 铸钢盘完全满足 M-112 等欧洲标准的各项技术要求,成功应用于比利时 港口俯仰钢桥。制造该类型号的铸钢件首次以国产取代进口,填补了国内空白。
参考文献:
[1]NORSOK standard M-122(Rev.1 June 2003):15.
[2]EN 10225:2001 Weldable structural steels for fixed offshore structures - Technical delivery conditions:60.
[3]李亚江.低碳合金钢焊接及工程应用[M].北京:化学工业出版社, 2003.9 .77.
[4]杜则裕.焊接科学基础[M].北京:机械工业出版社,2012.9.262-263. [5]李杰.焊接冶金与焊接性[M].北京:机械工业出版社 2008.3.77-79.
最新项目任务
查看更多-
设备设计 | 招标任务 | 抽气缓冲罐
已结束 | 查看
推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




