摘要:分析超厚 S690QL1 高强板的可焊性,并采用 GMAW 和 FCAW 对 150mm 超厚 S690QL1 高强板在立向上焊位置进行焊接试验。结果表明,焊接接头抗拉强度均高于母材;焊缝断面宏观检查符合要求;经改进消除焊缝根部电弧偏吹现象后可获得良好的弯曲性能;焊接接头冲击韧性良好,但熔合线外 5mm 区域的冲击韧性易产生下降现象;FCAW 试板焊缝根部出现了严重的脆化现象,原因是该区域生成大量较大晶粒的粒状贝氏体。
0 前言
海洋工程是目前世界上具有高附加值的产品之一,随着油价的提高,油气资源供应不足,能源危机 日益临近,加快海洋资源的开发和利用已经成为世界各国的战略趋向;加上近几年国际船市持续低 迷,造船行业经营和生产都遇到了相当的困难,大量民营船厂对低端市场的侵占更加剧了这一窘境, 因此大型造船企业都把视线集中在海工市场这块具有潜力的产品。就海洋工程产品本身而言,要求 其结构能够较好地适应环境恶劣、巨大的设计载荷和极高的应力集中、维护和修理难度大、结构失 效等严重问题。在海洋工程建造(特别是桩腿制作)中广泛应用 S690QL1 低合金高强度钢,该类钢属 于调质细晶粒钢,经调质处理(淬火+回火),在保证超高强度的同时还具有较好的韧性。
S690QL1 级超高强度钢是一种性能远高于普通船用钢板的低合金高强度钢,在低碳的基础上加入提 高渗透性的合金元素以获得低碳马氏体和上贝氏体的混合组织,具有较高的碳当量;其焊接具有热 裂纹、冷裂纹、淬硬倾向及氢致裂纹敏感性强等主要特点,可焊性较差。
因此,如何解决该钢种可焊性较差的工艺难题,填补公司在超高强度钢焊接技术方面不足,为公司 进行海洋工程相关技术储备,进而扩大公司的经营范围,是本次研究的意义所在。
1 S690QL1 钢可焊性分析
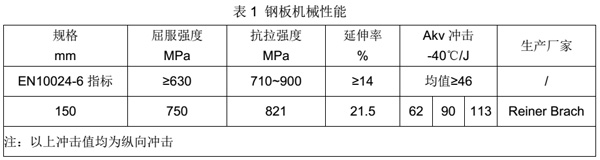
本次实验选用德国 Reiner Brach 公司生产的厚度为 150mm 的 S690QL1 高强度淬火回火钢,其钢 板机械性能和化学成分见表 1 和表 2。按照厂家执行 EN10024-6 标准规定,厚度范围在 100——150mm时,其屈服强度为≥630Mpa,抗拉强度 710——900Mpa,延伸率≥14%,Akv(-40℃)冲击均值≥46J[1]。
钢的化学成分对焊接热影响区的淬硬及冷裂倾向有直接的影响,尤其碳是影响低合金钢最显著的元 素,因此常用碳当量来评估钢的裂纹敏感性。碳当量是指把钢中合金元素按其对淬硬(冷裂、脆化等) 的影响程度折合成碳的相当含量。
按照国际焊接学会(IIW)推荐的碳当量 Ceq 值计算公式及日本焊接学会提出的焊接冷裂纹敏感系数 Pcm 公式计算,得出 S690QL1 钢板碳当量和焊接冷裂纹敏感系数:
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5=0.734%
Pcm=C+(Mn+Cu+Cr)/20+Si/30+Ni/60+Mo/15+V/10+5B=0.348%

参考 Graville 焊接性评价图(图 1)可看出,150mm 厚 S690QL1 钢板其碳当量 Ceq 在 0.6%以上,即处于第Ⅲ区难焊区,说明焊接性比较差,焊接时有明显的淬硬倾向。此外,氢致裂纹是低合金结构 钢焊接接头最危险的缺陷,日本焊接学会规定 Pcm≤0.20%作为评定裂纹敏感性的指标之一,明显该 厚度钢板具有一定的冷裂纹敏感性,需考虑焊前采取适当预热,焊接时控制线能量,焊后保温、缓 冷等工艺措施,防止焊接接头出现冷裂纹。
参照德国劳氏船级社规范中给出的最低预热温度与母材碳当量 CET 和焊缝金属的氢含量之间的函 数关系图(图 2)以及母材碳当量 CET 计算公式[2]:
CET=C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40=0.43%
本实验采用的 S690QL1 钢,其扩散氢含量小于 HD5。综合考虑冷裂纹敏感系数影响并结合公司多年来实际建造经验,课题组制定了最低预热 150℃,道间温度不超过 180℃的温度控制工艺。
2 试验项目及方法
针对 S690QL1 钢在海洋工程桩腿的应用情况,分别用实心焊丝混合气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)各焊制 1 副立上行对接焊试板,具体试验项目一览表见表 3。

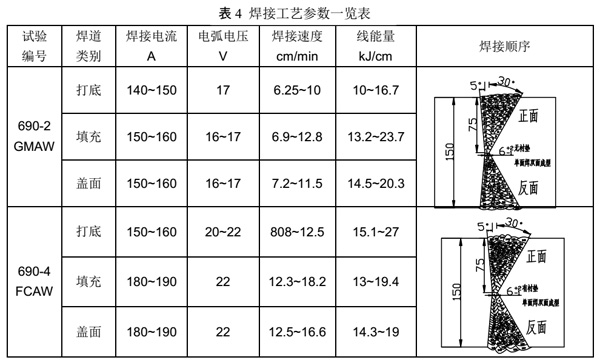
采用机械方法进行坡口加工,尺寸、接头形式及装配间隙严格遵照表 3 中坡口简图的要求。焊接保 护气体为 80%Ar+20%CO2 混合气体,采用多层多道焊接。焊前对坡口两侧约 75mm 范围内进行 预热,预热温度≥150℃,预热后连续焊接,焊接过程中严格控制热输入量(不超过 50kJ/cm)和道间 温度(不超过 180℃);严格清理道间焊渣;焊接结束立即加热至 250——300℃,保温 2 小时,用岩棉 包裹缓冷。焊接电流、焊接电压、焊接速度等工艺参数参照表 4(焊接工艺参数一览表)。
试板焊接结束后,进行外观检查、72 小时后进行磁粉探伤和超声波探伤,力学性能试验、焊缝断面 宏观检查、显微组织研究及硬度测试,试样检测分析方法和取样位置及焊接质量验收标准执行德国 劳氏船级社《材料与焊接》规范第Ⅱ卷第 3 篇第 2、3 章的规定。焊缝断面宏观检查试样选用 20% 的硝酸酒精溶液进行腐蚀;采用光学显微镜研究焊缝及热影响区微观组织,选用 3%的硝酸酒精溶 液对试样进行腐蚀。
3 试验结果及分析
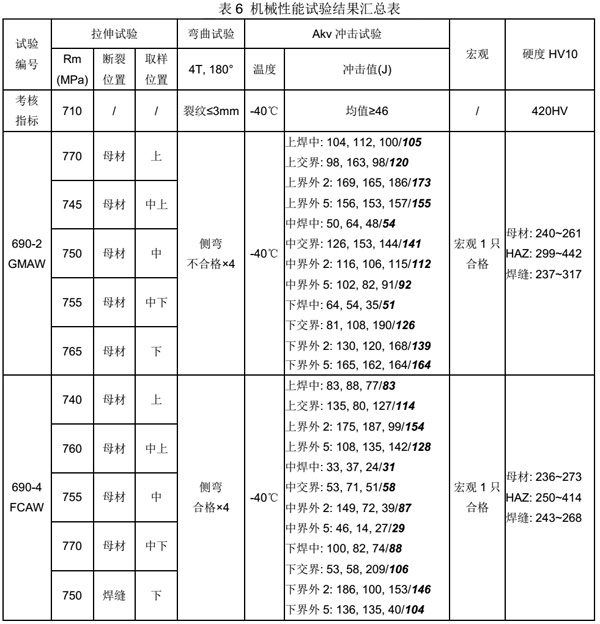
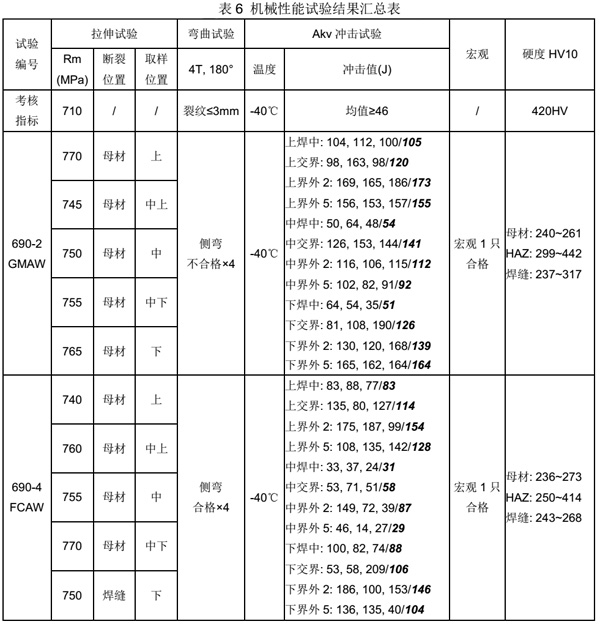
从表 6 可以看出,所有试验编号焊接接头的抗拉强度均高于 S690QL1 材料机械性能要求的最低抗拉强度(即不小于 710Mpa),除试验编号 690-4 下表面的 1 根拉伸试样断裂位置位于焊缝区,其抗拉 强度达到 750MPa,超过钢板机械性能考核指标,其余所有 9 根拉伸试样断裂部位均位于母材,说 明了焊缝的安全性,充分实现海洋工程结构设计“等强匹配”要求的预期目标。
从冲击试验结果来看,对于试验编号 690-2,冲击试样 V 型缺口位于上表面、板厚中心(焊缝根部)、 下表面的每一组试样,无论是焊缝中心还是熔合线处、熔合线外 2mm、熔合线外 5mm 都获得了较 高的冲击韧性,平均冲击值都达到要求值 46J 以上,试验数据稳定,数据的离散性很小;对于试验 编号 690-4,除冲击试样 V 型缺口位于板厚中心(焊缝根部)的焊缝中心和熔合线外 5mm 的平均冲击 值(分别为 31J 和 29J)未达到韧性考核指标外,其余每一组试样平均冲击值也达到要求值 46J 以 上。板厚中心(焊缝根部)区域冲击值较低的原因:打底道焊接时,由于装配间隙的增大(间隙放至 8mm)引起焊接速度减缓,提高了焊接热输入量,使得该区域焊接热影响区晶粒发生无序长大、粗 化,出现脆性组织,最终导致冲击韧性严重下降。
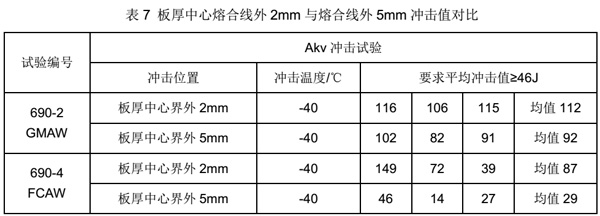
此外,对比 2 副焊接试板板厚中心(焊缝根部)区域的熔合线外 2mm 与熔合线外 5mm 冲击值(见表 7),可知板厚中心(焊缝根部)区域熔合线外 2mm 平均冲击值都远高于要求值 46J,而且均高于其熔 合线外 5mm 平均冲击值。所有冲击试样中的最低值 14J 出现在试验编号 690-4 板厚中心熔合线外5mm。由此不难发现一个现象:即熔合线外 5mm 区域的冲击韧性易产生下降现象,尤其是 690-4 板厚中心(焊缝根部)焊接热影响区出现了严重的脆化现象。初步判断:在多层多道焊接条件下,焊接 接头的薄弱环节不再是受热影响最大的区域(即过热区),而是离热源较远加热温度不太高的区域。具 体区域范围需后续就板厚中心(焊缝根部)熔合线外 5mm 韧性急剧衰减的原因进行深入研究,从而全 面了解该种高强钢的焊接特点,消除其将来工程结构应用带来的安全隐患。
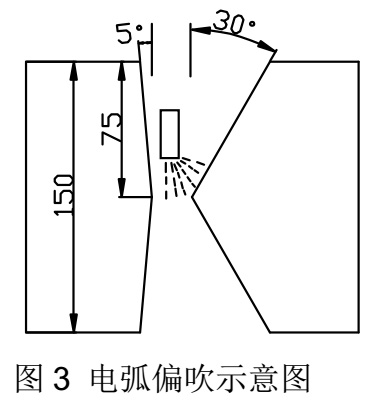
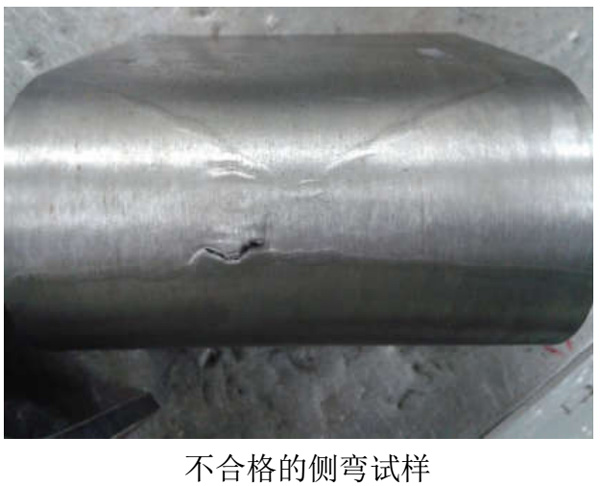
试验编号 690-2 侧弯 4 根,试样弯曲后均发现板厚中心有少量夹渣和未 熔合,主要由于试板厚度超大,装配定位后焊缝形状深而窄,烧焊时容 易出现电弧偏吹(如图 3 所示),导致电弧未能打到焊缝根部小角度坡口 一侧,进而造成焊缝根部未熔合。此外,深而窄焊缝造成清渣困难,一 定程度影响板厚中心区域施焊。
经分析,针对焊缝根部电弧偏吹问题,进行以下两点改进措施:
①装配时,将根部间隙放宽到 8mm。
②每焊完一道,采用大砂轮片设备打磨进行彻底清渣(如图 4),再用坡 口修正设备(如图 5)在小坡口一边,将原来直角形状的根部修整为圆角。


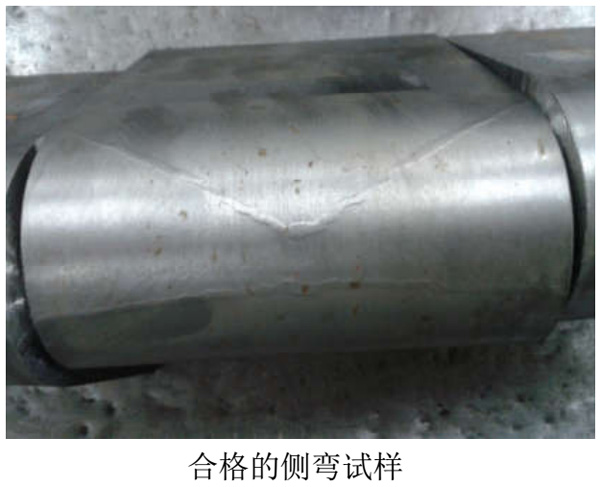
经过上述两点改进后,后续焊接的药芯焊丝气体保护焊试板,4 根侧向弯曲试样均未发现任何诸如 裂纹、夹渣及未熔合等开口缺陷。图 6 为侧向弯曲检毕试样。
在显微硬度试验中,测出试验编号 690-2 焊接热影响区(HAZ)内存在硬度值超过 420HV。主要因为 实心焊丝混合气体保护焊热输入量小,加上超大厚板焊接接头热影响区的热传导不均匀,温度梯度 大,较大的温度差造成局部硬度值稍偏高。
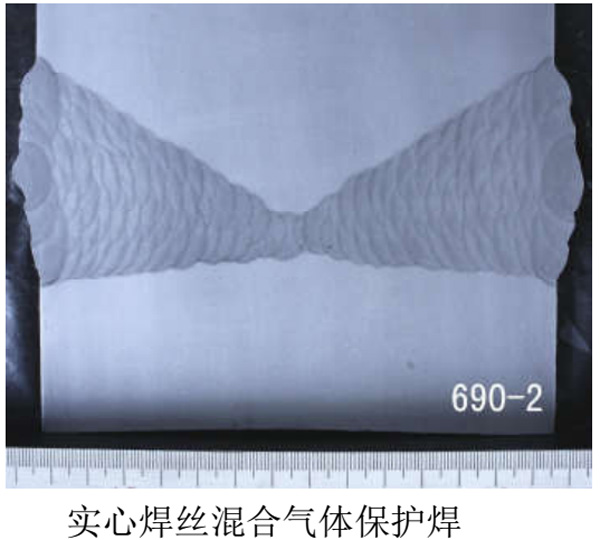
宏观照片显示,试验编号 690-2 于焊缝中存在 2 个约 1mm 夹渣,试验编号 690-4 焊缝内部无裂纹、 气孔、夹渣、未熔合等焊接缺陷,焊缝成形美观,质量均达到船规要求。典型宏观照片见图 7。
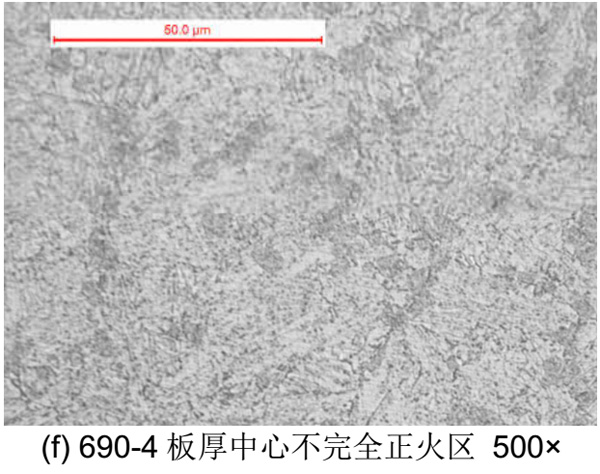
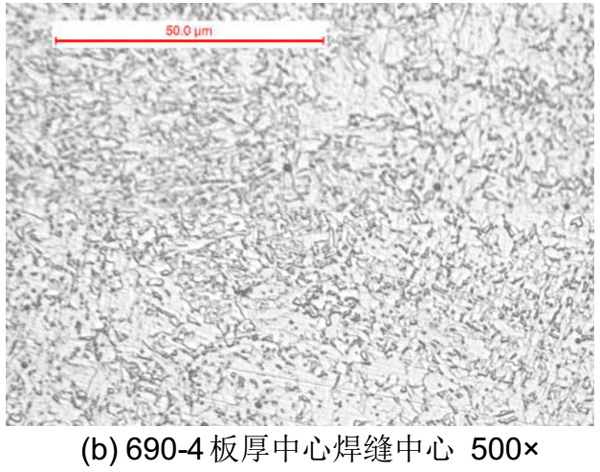
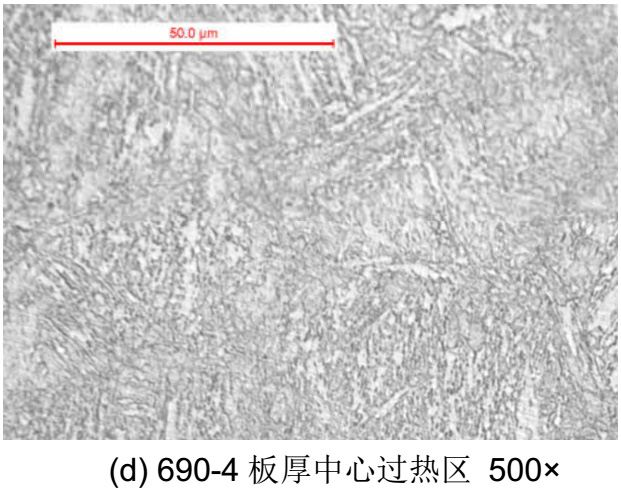
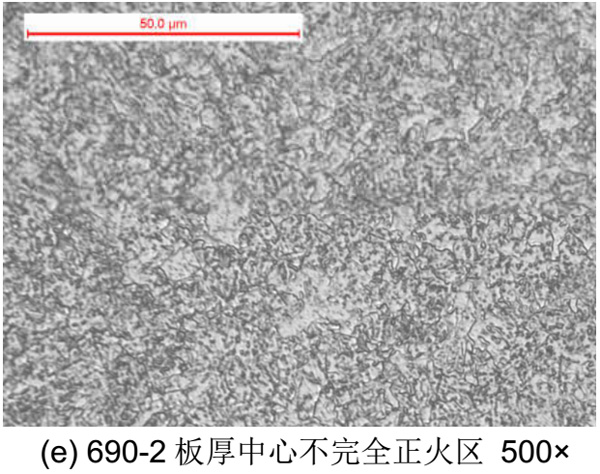

图 8 编号 690-2 与 690-4 板厚中心显微组织
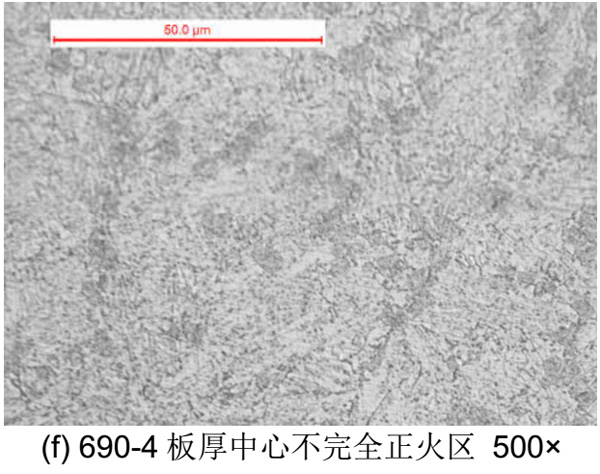
图 8 为试验编号 690-2 和 690-4 的板厚中心(焊缝根部)的焊缝中心、过热区和不完全正火区的显微组织。图 8 中(a)和(b)的组织都是针状铁素体及粒状贝氏体,但(b)中晶粒相对粗大,并伴有柱状 晶形态,容易造成冲击韧性下降,表现在试验编号 690-4 的板厚中心(焊缝根部)焊缝中心平均冲 击值 31J,低于试验编号 690-2 板厚中心(焊缝根部)焊缝中心平均冲击值 54J;对比(c)和(d)可发 现,虽然组织都是板条马氏体,但是(c)中组织更为细小,并有一定数量块状铁素体沿原奥氏体晶界 分布,有利于冲击韧性的提高,表现在试验编号 690-2 和 690-4 板厚中心(焊缝根部)过热区平均 冲击值分别为 141J 和 58J;(e)中可看到粒状贝氏体,但晶粒非常细小,并有一定量块状铁素体均 匀分布,起到很好改善韧性的作用,表现在试验编号 690-2 板厚中心(焊缝根部)熔合线外 5mm 平均 冲击值为 92J,远大于要求值 46J。(f)为试验编号 690-4 不完全正火区显微组织,可看出该区域出现大量的较大晶粒粒状贝氏体和分布于原奥氏体晶界较小晶粒的粒状贝氏体,虽然形成的小晶粒对 于改善韧性起到了一定作用,但是生成大量的较大晶粒粒状贝氏体仍造成冲击韧性显著下降,表现 在试验编号 690-4 板厚中心(焊缝根部)熔合线外 5mm 出现最低冲击值 14J,平均冲击值为 29J。
4 结论
(1)通过对海洋工程常用超厚 S690QL1 高强板的焊接性分析,采用预热 150℃,道间温度不超过 180℃的温度控制工艺进行焊接,无论是采用实心焊丝混合气体保护焊或者药芯焊丝气体保护焊,焊 接接头抗拉强度均高于母材,满足结构设计“等强匹配”要求。
(2)采用实心焊丝混合气体保护焊和药芯焊丝气体保护焊焊接 150mm 超厚 S690QL1 高强板,在 多层多道焊接条件下,焊接接头整体冲击韧性基本满足船规要求,但熔合线外 5mm 区域的冲击韧 性易产生下降现象;采用药芯焊丝气体保护焊焊制的试板在焊缝根部(板厚中心)出现了严重的脆化现 象,原因是该区域(不完全正火区)生成大量较大晶粒的脆性相——粒状贝氏体。
(3)通过调整根部装配间隙以及使用大砂轮片打磨设备进行严格清渣、修整,可解决由于超厚板焊 缝形状深而窄引发的焊缝根部电弧偏吹现象,最终获得良好的弯曲性能。 (4)焊接接头宏观金相分析表明,焊缝内部无裂纹、气孔、夹渣、未熔合等焊接缺陷,焊缝成形美 观,质量达到规范要求。
参考文献:
[1]British Standard Institution. BS EN 10025-6: Hot rolled products of structural steels 2004.18-19.
[2]德国劳氏船级社. 海洋工程结构的焊接[M]. 2011.
[3]张文钺. 焊接冶金学[M]. 北京: 机械工业出版社, 1999.
[4]李亚江. 高强钢的焊接[M]. 北京: 冶金工业出版社, 2010.
[5]中国机械工程学会焊接学会. 焊接手册: 第 2 卷. 材料的焊接[M]. 北京: 机械工业出版社, 2008.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




