摘要:本文采用两种不同厂家的药芯焊丝开展 9Ni 钢气保焊工艺研究,出于保护商业秘密要求将两家焊丝分别以B焊丝、L 焊丝代替。焊接工艺试验包含平焊、横焊、立焊等三个焊接位置,焊后试板进行无损探伤、各项力学性能检测以及金相试验检测。检测结果表明,采用药芯焊丝进行气体保护焊能够满足船级社规范要求。
1、引言
9Ni 钢是含镍 8.5%-9.5%的超低温钢,与具有优良性能的不锈钢相比,有合金含量少、价格便宜的优点,与低温用铝合金相比,有许用应力大、热膨胀小的优点,因此可以作为 LNG 船新型围护系统材料的重要选择之一。
国内储气岸站普遍采用9Ni 钢建造,平焊、横焊时采用埋弧焊工艺,立焊时采用手 工电弧焊工艺,药芯焊丝气体保护焊工艺在国内乃至国际上都没有在实际工程上得到应用。
采用焊条电弧焊时,由于更换焊条导致焊道中的接头较多。9Ni 钢焊接熄弧位置易 产生弧坑裂纹,需要大量打磨清理的辅助工作时间,有效焊接时间只能占到 50%甚至更低,同时带来更大的质量风险。药芯焊丝气体保护焊熔敷效率约为3Kg/h,是焊条电弧焊的三倍。选择药芯焊丝气体保护焊电流密度较大,道层之间的清理要求降低,此外,焊道中接头数量大大减少,辅助工作量大大降低。
LNG 船围护系统结构设计同样采用9Ni钢,在总组搭载时将有大量的对接焊缝处于立焊位置,无法采用高效的埋弧焊工艺,若依然选择焊条电弧焊工艺,由于焊接效率 偏低,可能导致船坞周期延长,大大增加船舶建造成本。因此,有必要开展 9Ni 钢药芯 焊丝气体保护焊的可行性研究,以满足快速造船的要求。
2、9Ni 钢板及药芯焊丝性能检测
9Ni钢常用的热处理状态有三种,NNT处理(2次正火+回火)、QT处理(淬火+回火和IHT 处理(双相区淬火+回火)。本次试验中选用的9Ni钢板,其供货状态为QT处理,板厚为16mm,化学成分见表1。
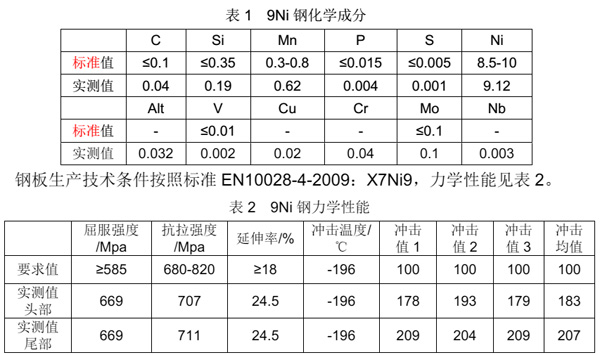
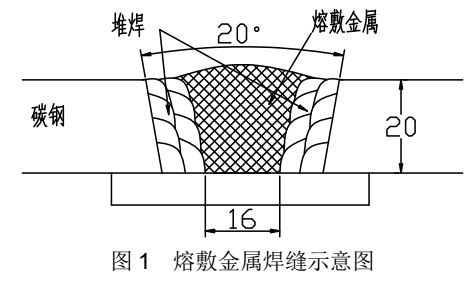
B焊丝及L焊丝均能适用全位置焊接,焊丝尺寸为1.2mm,熔敷金属道层按照图1所示进行,焊接电流180-200A,焊接电压26V,焊接速度25-30cm/min,道层温度控制在60-120℃之间。焊后熔敷金属试板分别进行了拉伸试验和-196℃低温冲击试验,具体力学试验结果见表3。
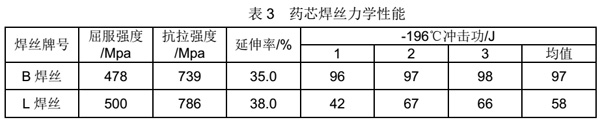
对比表2、表3数据可知,焊缝屈服强度远低于钢板屈服强度,属于低匹配,结构强度校核时应以焊缝屈服强度为准。其中B焊丝相对于L焊丝强度较低,但韧性较高,焊接过程中焊缝抗裂性能要好。
3、焊接试验过程
为了进行对比,不同焊丝在同样的焊接位置下,均采用相似的焊接规范及道层布置。所有试板背面均采用陶瓷衬垫,实现单面焊双面成形,道层温度控制在120℃以下。焊接规范及道层布置见下图:
4、试验结果及分析
4.1,无损探伤试验结果及分析
渗透探伤(PT)和 X 射线探伤(RT)结果见表 4:
比较表4中探伤结果发现,L 焊丝相对于B焊丝具有更大的气孔倾向。采用B焊丝试验时,渗透探伤未观察到表面气孔,拍片结果均为I级片。
采用 L 焊丝试验时,在平焊及横焊位置发现了气孔缺陷。一方面9Ni钢焊接 采用镍基焊材,焊缝金属粘度较大,气体不易逸出。另一方面平焊和横焊位置, 除第一道成形焊道外,焊接速度均在30cm/min 以上,气体来不及逸出。因此, 平焊及横焊位置易产生气孔缺陷。立焊由于焊接速度慢,仅为8-15cm/min,方便气孔逸出,所以并没有在焊缝中形成气孔缺陷。
4.2,力学试验结果及分析
根据船级社规范,9Ni钢对接试板抗拉强度要求不小于640MPa,冷弯试验 经40mm压头弯曲至180°,任意方向上不能出现大于3mm的开口,-196℃下冲击均值不小于27J。
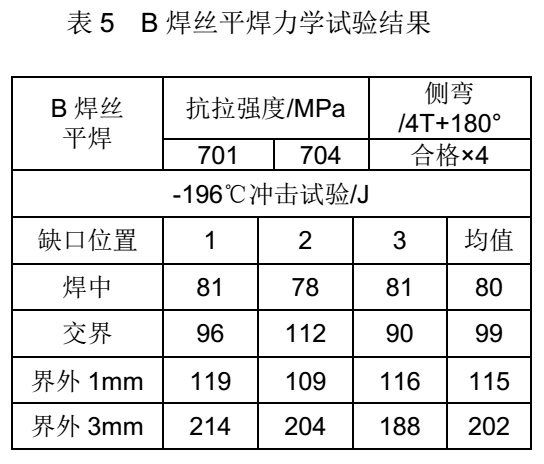
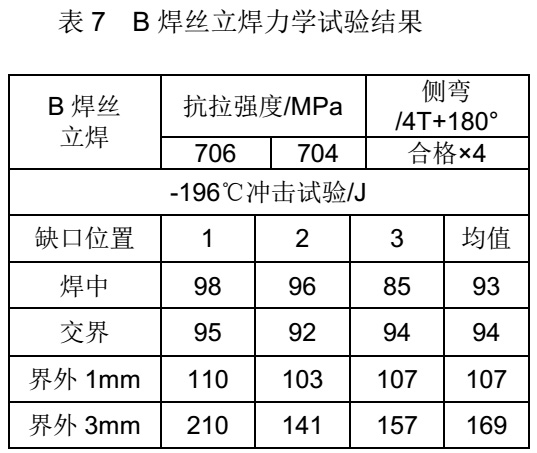
所有力学试验结果见表5-表10:

4.2.1,拉伸试验结果及分析
拉伸试验结果见图3,其中B焊丝平、横、立三个位置的焊接试板,拉伸试 验结果701-716MPa 之间,数值波动较小。此外,拉伸试验时试样整体长度明 显伸长,断裂位置出现缩颈现象,表现为塑性断裂,拉伸试样见图4。
L焊丝平焊、横焊的拉伸试验结果出现低值,尤其是平焊位置,抗拉强度最 低值仅为621MPa。此外,试验结果低于700MPa时,拉伸试验过程中试样都 没有明显的伸长,也没有出现缩颈现象,表现为脆性断裂。图5中断裂端面观察 到了气孔缺陷。
气孔的产生可以减小拉伸时的有效承载面积,并导致应力集中,降低接头的 抗拉强度。尤其当焊缝与母材低匹配时,拉伸试样发生脆性断裂,试验结果明显低于其它值。针对L焊丝横焊试板,由于气孔在焊缝中是断续分布,另一根拉伸试样取样时恰好错开了气孔缺陷,避免了脆性断裂,试验结果达到了704MPa, 与立焊试板接头强度相当。
因此,采用气孔倾向较大的 L 焊丝时,焊前应加强坡口的清理工作,焊接过 程中尽量采用小规范,降低焊接速度,减少甚至避免气孔的产生。
4.2.2,弯曲试验结果及分析
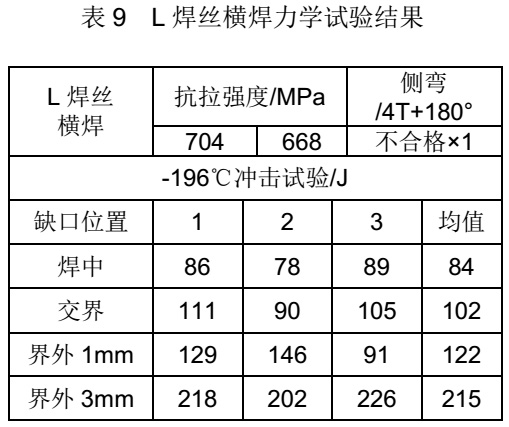
每块焊接试板取四个侧弯试样进行弯曲试验,弯头直径为40mm,弯曲角度为180°。B 焊丝平、横、立三块焊接试板,弯曲试验全部合格,弯曲试样见图6。L焊丝除立焊试板弯曲试验合格外,平焊、横焊分别有2个和1个弯曲试样不合格。不合格弯曲试样均发生断裂,断面均观察到了气孔缺陷,断裂试样见图7。

9Ni钢母材屈服强度为670MPa,而焊缝屈服强度在500MPa 以下,两者存在170MPa 以上的差异。试样开始弯曲时,变形集中在焊缝区域,当焊缝由于应变强化达到与母材等强后,试样才能发生均匀变形。因此,整个弯曲试验结束后,焊缝区域的变形率超过平均变形率,对缺陷的敏感度也大大提高。
L焊丝平焊、横焊试板存在气孔缺陷,弯曲试验时在该区域形成应力集中, 导致试样从气孔处开裂,并迅速延伸出去,引起整个试样断裂。
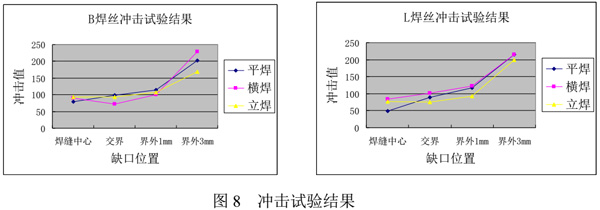
由于气孔断续分布,部分试样避开了气孔缺陷,因此弯曲试验时没有发生试 样断裂现象,受拉面也没有检测到开口缺陷,试验结果合格。4.2.3,冲击试验结果及分析B焊丝焊缝中心冲击均值在80-93J之间,交界冲击均值在73-99J之间,界外1mm处冲击均值在100-115J之间,界外3mm处冲击均值在 169J-228J。整体表现为焊缝中心冲击值最低,越靠近母材冲击值越高。
L焊丝冲击均值焊缝中心冲击均值在49-84J之间,交界冲击均值75-102J之间,界外1mm处冲击均值在93-122J之间,界外3mm处冲击均值在200J-215J。整体规律同样表现为焊缝中心冲击值最低,越靠近母材冲击值越高。
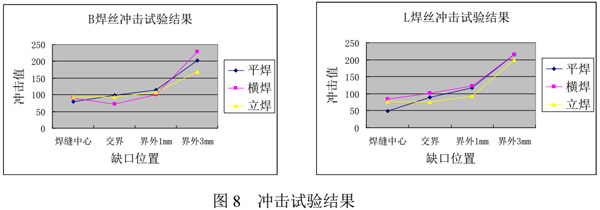
由上述冲击试验结果分析可知,虽然 L 焊丝平焊试板产生了大量的气孔,导 致焊缝中心冲击值降低。但由于焊缝组织为奥氏体,冲击试验时缺陷敏感度较低,所以冲击结果但仍然高于最小要求值。其余缺口位置的冲击值都保持在73J以上,距离船级社要求的合格值27J余量非常大。因此,对于9Ni钢药芯焊丝气体保护焊工艺研究,冲击韧性易于达到要求,不是本次研究的重点。
4.3,金相试验结果及分析
4.3.1,宏观金相试验结果及分析6块试板各取一个宏观试样进行宏观腐蚀试验,所有试样在焊缝、交界、热影响区均未发现裂纹、气孔、夹渣等焊接缺陷,宏观试样照片见图 9-14。
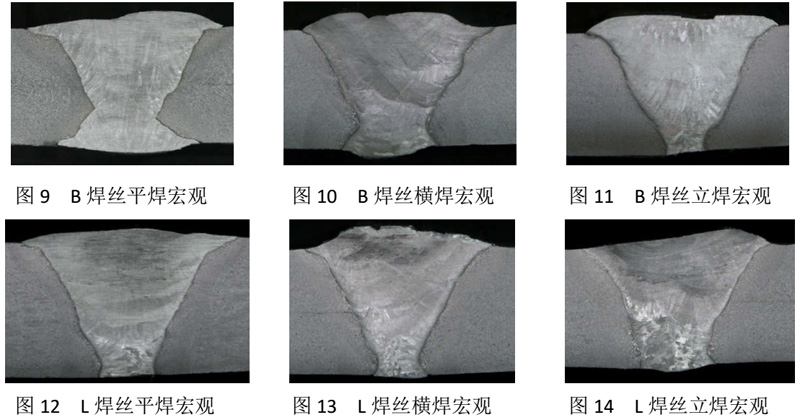
宏观试验时,虽然L药芯焊丝的平焊及横焊试板拍片时均发现了气孔,但由于气孔断续分布,宏观试样的端面刚好错开了有气孔的区域,因此在本次宏观试 验中并没有观察到气孔等焊接缺陷。
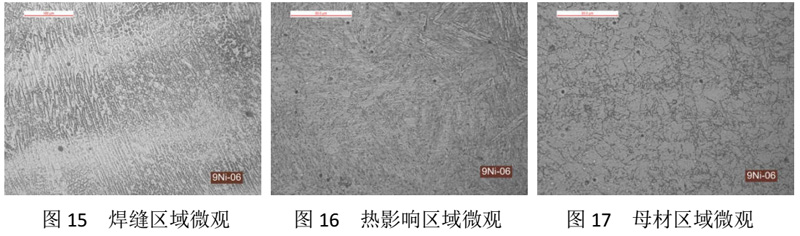
4.3.2,微观金相试验结果及分析6块试板各取一个试样进行金相组织观察,试验发现所有试板在金相组织上不存在明显的差异,焊缝中心均为奥氏体组织,热影响区为马氏体和奥氏体的混 合组织,母材为回火马氏体和逆转变奥氏体,金相组织照片见下图:
5、结论
5.1,采用 B 药芯焊丝进行9Ni钢气体保护焊,能够适应平、横、立等不同 位置的焊接,且各项力学试验结果满足船级社要求。
5.2,采用气孔倾向较大的L药芯焊丝进行焊接时,必须加强焊前清理工作, 并采用小规范,降低焊接速度,减少气孔的产生。
5.3,焊缝区域产生的气孔等焊接缺陷,会导致9Ni钢对接接头抗拉强度明显下降,并发生脆性断裂现象。
5.4,9Ni钢对接接头冷弯试验时变形集中在焊缝区域,对气孔等焊接缺陷 敏感,易发生弯曲试样断裂现象
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




