摘要:通过试验对港口机械手工电弧焊、药芯焊丝气保焊以及埋弧焊等常用焊接方法的焊接材料利用率 进行统计和分析,得出各焊接位置不同规格焊接材料利用率数值规律。将统计结果与传统工程推荐数值 进行比较,表明工程所推荐的焊接材料利用率偏小。提出通过加强焊材定额管理、减少人为浪费等途径,可有效提高焊材利用率、降低成本。
1 前言
目前我国港口机械焊接的主要方法有手工电弧焊、药芯焊丝气保焊以及埋弧焊。对于这三种主要焊接方式,其所用焊接材料的定额计算一直没有比较合适的计算模型或公式。以往的焊材定额计算一般或套用手工电焊条用量计算公式,或结合常规产品经验按比例或定值计算,或实行整个结构承包制,将焊材费用包含在结构制作费里。由于这些方法缺乏科学的理论计算依据,并且每一位设计人员的工程经验不同,现行定额跟不上最新发展趋势,焊材的用量指标千差万别[1],在港口机械设计中极易造成焊材用量计算不准确,导致焊材定额管理不善,形成诸如人为浪费等现象。因此,对港口机械焊接材料定额计算有必要进行详细试验研究。
本文主要针对港口机械中手工电弧焊、药芯焊丝气保焊以及埋弧焊的焊材定额进行焊接试验研究,
分别计算出各个焊接位置不同规格的焊条、药芯焊丝以及埋弧焊丝到焊缝金属的转化利用率,与目前工
程推荐的焊材利用率数值进行比较,以期优化和完善焊材定额方法。
2 试验研究
2.1 焊材定额一般计算方法
对于港口机械的一般焊接件,焊缝按照结合形式不同可分为对接焊缝和角接焊缝,按照空间焊接位 置不同分为平焊(1G/F)、横焊(2G/F)、立焊(3G/F)、仰焊(4G/F)。工程中计算焊缝金属重量时,通
常以焊条为基准,首先确定焊缝截面积,乘以焊缝长度,得到焊缝体积,然后乘以由一系列比例因子组 成的转熔系数,得到焊条焊缝金属重量,后根据实际情况折算成二氧焊丝、埋弧焊丝。计算公式[2]如下:
G 条=ALρ(1+Kb)/(1000Kn) 公式中:
G 条——焊条重量,kg;
A——焊缝熔敷截面积,mm2;
L——焊缝长度,m;
ρ——熔敷金属密度,g/cm3;
Kb——药皮的重量系数,取 0.3——0.4;
Kn——金属由焊条到焊缝的转熔系数,包括烧损、飞溅和未利用的焊条头损失,取 0.75——0.8。
由公式可以看出,对焊材定额的理论计算,主要需保证焊缝熔敷截面积以及由药皮重量系数、焊材转熔系数等计算而成的焊材利用率数值的准确性。焊缝截面积一般可通过现场实际测量的数据进行绘图,通过经验及模拟得出[3]。而就定额公式来看,对焊材利用率的计算过程较为复杂,并且计算结果不甚相同,目前工程推荐的焊条利用率约为 50%——60%,药芯焊丝利用率为 70%——80%,埋弧焊丝利用率为95%——98%[4]。而通过调研发现,实际生产中的焊材定额量一般都较宽松,少有补料现象,因此焊材利用率数值有必要进行试验验证。
2.2 试验材料
试验所用试板为港口机械常规钢板 Q345。
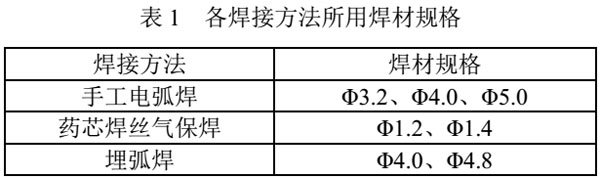
所用焊接材料均为常用型号,其规格如表 1 所示。分别进行不同位置的对接焊及角接焊试验,采用电子秤进行称重并进行记录。
2.3 试验流程
试验采用如图 1 所示流程,包括材料准备、焊前称重、施焊、焊后称重以及实验数据整理五部分。将焊条、焊剂等按标准要求进行烘培,拼装对接焊、角接焊试板并将待焊试板打磨干净;焊前分别对焊材、焊剂和试板进行称重;施焊过程中要随时观察焊接电流、电压,并做好记录,以保证焊接在正常焊接参数范围内进行,注意焊条头、焊渣等不要随意丢弃,方便焊后收集及称重;焊接完成后,待试板、 焊渣等冷却,分别对焊后焊材、焊剂、试板、焊渣以及焊条头等称重,并记录;整个焊接试验完成后对 试验数据进行整理,计算出各个位置不同规格焊材利用率数值,并作图表进行分析。

3 结果及分析
3.1 手工电弧焊结果分析
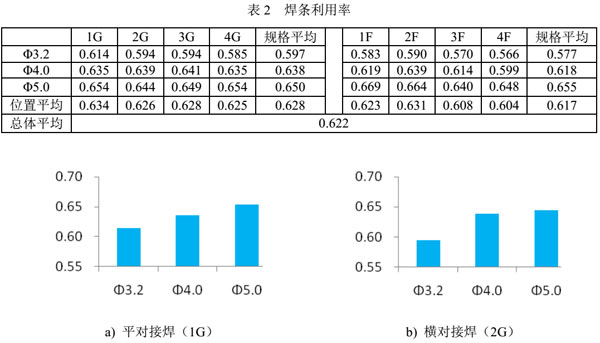
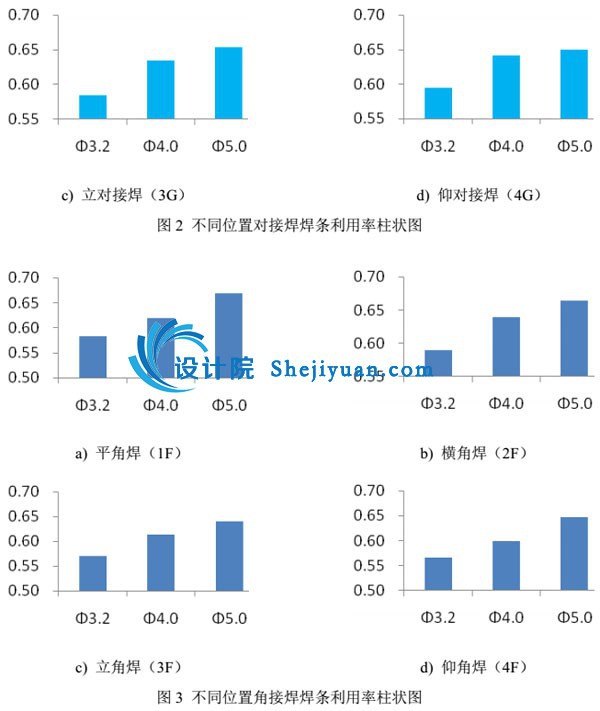
手工电弧焊作为传统的焊接方法,目前主要应用于港口机械定位、装配及特殊构件焊接等方面,相对用量较少。焊条利用率计算结果如表 2 所示,焊条的焊接损失包括燃烧、飞溅、焊渣及剩余焊条头,试验过程中对焊条头进行测量,结合表中数据,剩余焊条头长度一般在 4-7mm 之间,约占焊条重量的8%——11%,焊条的利用率在 57%——67%之间,其余为燃烧、飞溅及焊渣,并且由图 2、图 3 焊条利用率柱状图,可以清晰的看到,无论是对接焊还是角接焊,其各焊接位置焊条利用率均随直径的增大均有所增加。
3.2 药芯焊丝气保焊结果分析
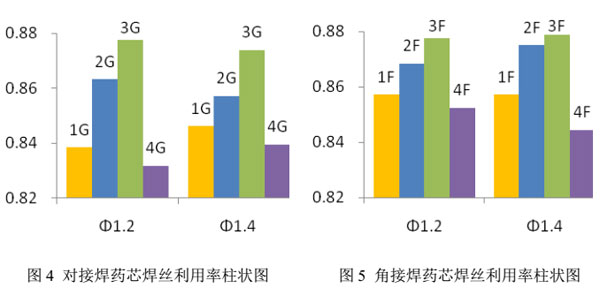
药芯焊丝气保焊因其高效率、优性能的特点,现已逐渐取代手工电弧焊而成为常规板材的主流焊接方法,目前港口机械焊接中打底、填充、盖面均可通过药芯焊丝气保焊来实现。表 3 为药芯焊丝利用率计算结果,由表中数据显示,药芯焊丝焊接利用率变化区间较小,其在 83%——88%之间,但由图 4、图 5柱状图可以发现,各焊接位置药芯焊丝利用率有明显规律,具体为:立焊>横焊>平焊>仰焊,并且采用药芯焊丝焊接角接焊利用率普遍比对接焊高。

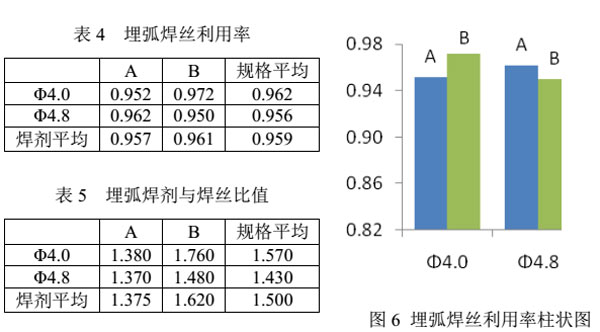
3.3 埋弧焊结果分析
埋弧焊一般为平焊位置作业,主要应用于厚板的填充及盖面,用量较大。表 4 为分别采用烧结焊剂组合 A 及熔炼焊剂组合 B 试验的埋弧焊丝利用率计算结果,图 6 为对应柱状图,埋弧焊丝由于焊剂的保护作用,几乎无飞溅或焊渣,焊丝利用率较高,稳定在 95%——97%之间。
表5为埋弧焊剂用量与埋弧焊丝的比值,试验中对应埋弧焊剂消耗量与焊丝的消耗量成一定的比例关系,由表中数据显示,主要起焊接保护作用的焊剂消耗量约为焊丝消耗量的 1.5 倍。
4 分析和总结
对比当前焊材使用情况,焊条主要用在定位、装配及特殊构件焊接等方面,相对用量较少,药芯焊丝则用的较广泛,若以焊条为基准计算,再折算成药芯焊丝、埋弧焊丝将会加大工作量,因此在计算焊材定额时,建议以药芯焊丝为基准,再折算成焊条及埋弧焊丝,以期最大限度减少产品焊材消耗,提高工作效率。
通过进行焊材定额试验统计及分析,可得如下结论:
(1)焊条利用率均随直径增大略有增加;药芯焊丝利用率不同焊接位置有明显规律,具体为立焊>横焊>平焊>仰焊,并且角焊利用率高于对接焊。
(2)焊条、药芯焊丝及埋弧焊丝利用率分别为 57%——67%、83%——88%、95%——97%,而工程应用焊材利用率数值(50%——60%,70%——80%,95%——98%)整体偏小。
(3)焊条、药芯焊丝及埋弧焊平均利用率分别为 62.2%、85.9%及 95.9%,以药芯焊丝为基准,折算成焊条、埋弧焊丝,其比值为焊条:药芯焊丝:埋弧焊丝=1.381:1:0.896。
另外,由试验数据可以看出,加强焊材定额管理、减少人为浪费等途径,对提高焊材利用率、降低成 本很有帮助。
参考文献
[1]张振永. 油气管道焊接材料设计用量计算[J]. 油气储运, 2004, 23(7):38-41.
[2]王良栋,徐初雄.电焊工技术.机械工业出版社(北京),2001.
[3]熊腊森, 李绍武, N.R.Braton. 焊缝几何形状的预测和选择[C]. //全国焊接学术会议. 1986.
[4]宦凌, 姚晴里, 张淑萍. 焊接材料消耗定额的计算和分析[J]. 电站辅机, 2004, 25(3):43-47.
最新项目任务
查看更多推荐文章
-

青岛市特种设备协会焊接专委会及无损检测专委会成立大会顺利举行
2018-07-14
-

“设计院网”焊接工艺智能系统上线研讨会顺利召开
2018-04-26
-

青岛泰捷网络科技有限公司荣获2017青岛市中小企业云服务平台
2018-01-29
-

设计院网受邀参加第四届世界互联网大会“创客中国”优秀项目产融
2017-12-06
-

“设计院网-欧倍尔杯”第六届山东省大学生化工过程实验技能竞赛
2017-11-17




